Классификация и ремонт магистральных газопроводов, особенности эксплуатации
Подрезы – представляют собой углубления, образующиеся в основном металле вдоль края шва. Подрезы образуются из-за повышенной мощности сварочной горелки и приводят к ослаблению сечения основного металла и разрушению сварного соединения.
Прожоги – это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притуплен
ия кромок, большого зазора между ними, большой силы сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва, а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактная сварка).
Незаваренные кратеры – образуются при резком обрыве дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
К дефектам макроструктуры относят дефекты: газовые поры, шлаковые включения, непровары, трещины, выявляемые с помощью средств оптики (увеличение не более чем в 10 раз).
Газовые поры – образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу.
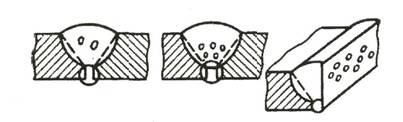
Рисунок 2 – Газовые поры
Такой дефект наблюдается при повышенном содержании углерода в основном металле, наличии ржавчины, масла и краски на кромках основного металла и поверхности сварочной проволоки, использовании влажного или отсыревшего флюса.
Шлаковые включения – результат небрежной очистки кромок свариваемых деталей и сварочной проволоки от окалины, ржавчины и грязи, а также (при многослойной сварке) неполного удаления шлака с предыдущих слоев.
Они могут возникать при сварке длинной дугой, неправильном наклоне электрода, недостаточной силе сварочного тока, завышенной скорости сварки. Шлаковые включения различны по форме (от сферической до игольчатой) и размером (от микроскопической до нескольких миллиметров). Они могут быть расположены в корне шва, между отдельными слоями, а также внутри наплавленного металла. Шлаковые включения ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений.
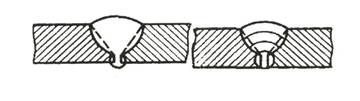
Рисунок 3 – Шлаковые включения
Непровары – местное несплавление основного металла с наплавлением, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки окислов, а иногда и грубой шлаковой прослойки внутри швов.

Рисунок 4 – Непровары
Причинами непроваров являются: плохая очистка металла от окалины, ржавчины и грязи, малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная сила тока или мощности горелки, большая скорость сварки, смещение электрода в сторону от оси шва. Непровары по сечению шва могут возникнуть из-за вынужденных перерывов в процессе сварки.
Трещины – в зависимости от температуры образования подразделяют на горячие и холодные.
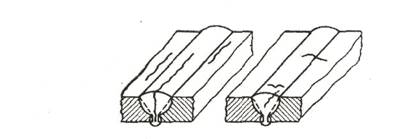
Рисунок 5 – Трещины
Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100 – 1300 С. Их образование связано с наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин, которые обычно располагаются внутри шва. Такие трещины выявить трудно.
Холодные трещины возникают при температурах 100 – 300 С в легированных сталях и при нормальных (менее 100 С) температурах в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования – значительное напряжение, возникающее в зоне сварки при распаде твердого раствора и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны.
К дефектам микроструктуры сварного соединения относят
- микропоры,
- микротрещины,
- нитридные, кислородные и другие неметаллические включения,
- крупнозернистость,
- участки перегрева и пережога.
Дефекты изоляции - нарушение сплошности; адгезия; заниженная толщина; гофры; морщины; задиры; царапины; проколы.
Основные причины образования дефектов изоляционного покрытия на трубопроводах:
при хранении и подготовке материалов – засорение битума и обводнение готовой мастики и ее составляющих;
при приготовлении грунтовки и мастики – небрежная дозировка составляющих; несоблюдение режима разогревания котла; недостаточное размешивание битума при приготовлении грунтовки;
при нанесении грунтовки и битумной мастики – загустение грунтовки; образование пузырьков на поверхности трубопровода; оседание пыли на поверхность труб; пропуски грунтовки и мастики на поверхности трубопровода и особенно около сварных швов; неровное нанесение мастики; охлаждение мастики; конструктивные недостатки изоляционной машины;
при нанесении армирующих и оберточных рулонных материалов – нарушение однородности покрытия; выдавливание слоя мастики; недостаточное погружение стеклохолста в мастику;
при нанесении полимерных лент – сквозные отверстия в ленте; несплошной клеевой слой; неравномерность толщины ленты в рулоне; неправильная регулировка намоточной машины; нарушение температурного режима нанесения ленты; плохая очистка поверхности труб;
при укладке трубопровода – нарушение технологии укладки, особенно при раздельном способе укладки; захват изолированных труб тросом; трение трубопровода о стенки траншеи при укладке; отсутствие подготовки дна траншеи; отсутствие подсыпки не менее 10см дна траншеи на участках с каменистыми и щебенистыми грунтами; плохое рыхление мерзлых грунтов и особенно отсутствие регулировки изоляционных машин;
при эксплуатации трубопровода – действие грунта; вес трубопровода; почвенные воды; микроорганизмы; корни растений; температурные воздействия; агрессивность грунта.
1.6 Подготовка трубопровода к пропуску дефектоскопа
Очистка полости трубопровода выполняется в два этапа.
На первом этапе производится его очистка от грязи, парафиносмолистых отложений и инородных предметов очистным скребком. Необходимость данного этапа обуславливается тем, что металлические предметы и окалина регистрируются измерительной системой дефектоскопа - как дефекты трубы, а отложения смолопарафиновых веществ – как нарушения геометрии сечения.
На втором этапе производится очистка участка трубопровода от частиц черных металлов, путем пропуска по нему специального магнитного скребка.
Если обследование участка трубопровода с помощью дефектоскопа производится впервые, то прежде, чем пропустить по нему зондовый прибор, необходимо убедиться, что он свободно и беспрепятственно проходит через обследуемый участок трубопровода. С этой целью предусматривается пропуск по нему специального снаряда-шаблона. Снаряд-шаблон представляет собой упрощенную металлоконструкцию без блоков электроники и питания, тех же размеров, что и дефектоскоп.
Другие рефераты на тему «Производство и технологии»:
- Ворота с электроприводом
- Изучение металлургических свойств нового типа железорудного сырья (маггемитовых руд) для подготовки к доменной плавке
- Проектирование привода пластинчатого конвейера
- Деформационные способы получения полимерных пленок
- Безотходная технология извлечения свинца из колошниковой пыли
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды