Сборка оптических деталей с механическими
Виды крепления оптических деталей
Как уже известно, оптико-механические приборы представляют собой сложные устройства со множеством оптических деталей. При установке оптических деталей в механические оправы требуется особое крепление. В зависимости от назначения оптических деталей и узлов в приборах оптические детали закрепляют в механических деталях завальцовкой, с п
омощью резьбовых и пружинящих проволочных колец, жестких и пружинящих планок, а также клеем или герметиком.
Завальцовка применяется для жесткого неразборного соединения круглых оптических деталей диаметром до 60 мм с оправами.
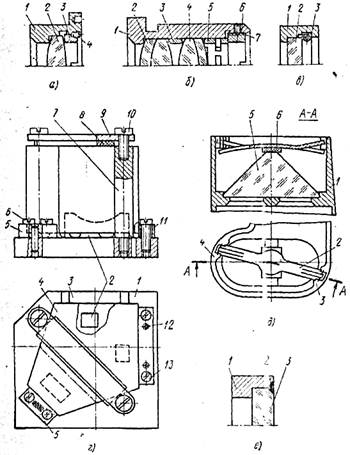
Рис.1. Крепление оптических деталей в оправах.
Крепление оптических деталей резьбовым кольцом (рис. 1, а) применяют для разборных соединений с различным диаметром линз. Оптическую деталь 2 укрепляют в оправе 1 резьбовым кольцом 3 и стопорят резьбовое кольцо стопорным винтом 4.
При температурных перепадах вследствие разности коэффициентов линейного расширения материалов оправ и стекла возникают дополнительные деформации, способствующие образованию внутренних натяжений в стекле. Поэтому для таких условий применяют крепление (рис. 4$, 6) с компенсационными упругими кольцами. Компенсационные кольца 5 устанавливает между резьбовым кольцом 6 и линзой. Это дает возможность обеспечить равномерное прижатие кромок оптических деталей 2 и 4 резьбовым кольцом 6. Технологический процесс крепления оптических деталей с компенсационным кольцом ведется в следующей последовательности.
1. Устанавливают линзу 2 в посадочное отверстие оправы 1. В случае необходимости линзу устанавливают в оправу на водонепроницаемой замазке.
2. Устанавливают промежуточное кольцо 3 и линзу 4, выдерживая воздушный промежуток между линзами за счет толщины кольца 3.
3. Устанавливают компенсационное кольцо 5, ввинчивают резьбовое кольцо 6 и стопорят его винтом 7.
В процессе сборки данного узла тщательно чистят оптические детали и соблюдают аккуратность при установке линз и креплении их резьбовым кольцом, чтобы не вызвать деформации и загрязнения поверхностей линз.
На рис. 1, в показано крепление оптической детали пружинящим проволочным кольцом. Такой вид крепления применяют для неответственных оптических деталей; например защитных стекол и светофильтров.
В процессе крепления оптической детали 2 пружинящим проволочным кольцом 3 устанавливают эту деталь в посадочное отверстие оправы /, затем вводят сжатое разрезное пружинящее кольцо в канавку оправы таким . образом, чтобы при его разжатии в канавке обеспечивалось плотное прижатие оптической детали торцем кольца 3. При этом кольцо должно утопать в канавке на половину диаметра проволоки, из которой изготовлено кольцо.
Крепление жесткими планками применяют для призм, например для пентапризмы (рис. 1, г). Технологический процесс сборки при этом ведется в следующей последовательности.
1. Призму 4 устанавливают на базовые поверхности 2 оправы 1 таким образом, чтобы одна из прямоугольных граней опиралась на поверхность выступа 3 оправы 1.
2. Закрепляют призму планкой 9 через неметаллическую прокладку 8 с помощью винтов 10, ввинчиваемых в стойки 7.
3. Устанавливают и прижимают упорные планки 5 и 11 к граням призмы, закрепляя их винтами 6 и 13 и штифтами 12.
На этом процесс крепления призмы заканчивается, после чего грани призмы чистят.
На рис. 1, д показано крепление призмы бинокля пружинящей планкой. Крепление осуществляют путем установки призмы 5 в посадочное гнездо корпуса 1 и прижатия призмы пружинящей планкой 2, вилкообразные концы которой заводят под приливы корпуса; центральные концы планки входят в пазы приливов 3 и 4 и предохраняют пружины от выпадения из-под приливов. Для защиты призмы от повреждения между призмой и пружинящей планкой прокладывают неметаллическую прокладку 6.
Крепление оптических деталей пружинящими планками применяют с целью компенсации разницы линейного расширения деталей, возникающей при значительных температурных перепадах.
Крепление оптических деталей клеем нашло применение для неразборных соединений в тех случаях, когда невозможно закрепить детали другими способами из-за малых размеров оптических деталей и оправ или чувствительности оптической детали к деформациям при механическом креплении.
Хорошее качество склейки оптических деталей с механическими обеспечивает эпоксидный клей ОК-50 и полиуретановый клей ПУ-2. Меньшее натяжение, чем указанные клеи, обеспечивает крепление деталей из стекла герметиком УТ-32 и УТ-34. Это соединение вследствие упругости герметика выдерживает резкие колебания температуры и значительные механические воздействия.
Технологический процесс склейки оптических деталей с механическими (рис. 1, е) включает следующие операции: установку оптической детали в посадочное отверстие оправы 1, нанесение нужного слоя клея па цилиндрическую поверхность и между дисками деталей 1 и 3, выдержку деталей при определенной температуре для отвердевания клеевого шва 2. При чистке поверхностей оптических деталей, закрепленных клеем, следят за тем, чтобы растворители не оставались долге: время на клеевом соединении во избежание расклейки шва.
Особенности сборки оптических деталей с механическими
В процессе сборки оптических деталей необходимо учитывать особенности соединения оптических деталей с механическими.
При сборке, в момент закрепления оптических деталей в оправы, по возможности необходимо исключать загрязнение оптических поверхностей инструментом и руками. После соединения оптических деталей с механическими проводят их чистку.
После сборки и юстировки положение оптических деталей должно сохраняться постоянным.
Надежность крепления оптических деталей обеспечивается выбором соответствующего типа крепления, а также фиксацией крепежных деталей стопорными винтами и штифтами и т. д.
При креплении оптических деталей недопустима их деформация крепежными деталями. Деформация оптических деталей вызывает внутренние натяжения в стекле, ухудшающие качество изображения оптических приборов. Чтобы исключить деформацию оптических деталей, применяют способ установки их па три точки (площадки). На рис. 1, г призма 4 установлена в оправе 1 на три площадки 2, поверхности которых должны находиться в одной плоскости. При такой установке деталей легче обеспечить плоскостность базовых поверхностей трех площадок оправы, чем всей поверхности соприкосновения с призмой. При этом оптическую деталь укрепляют прижимными планками и винтами в местах расположения базовых площадок. Такой метод крепления и базирования оптических деталей на три точки широко применяется для крепления точных зеркал.
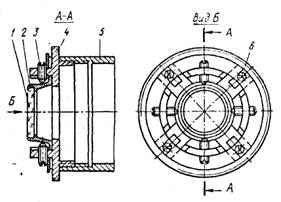
Рис.2. Устройство для юстировки сетки.
В ходе сборки оптических приборов, как правило, возникает необходимость в дополнительной юстировке их отдельных элементов. Поэтому в их конструкции предусматривают котировочные устройства. Подобное котировочное устройство показано на рис. 2. Сетка 1 с оправой 2 перемещается в детали 4 котировочными винтами 3. После юстировки оправу сетки в нужном положении фиксируют винтами 6. Такое юстировочное устройство позволяет быстро совместить перекрестие сетки с оптической осью зрительной трубы 5.
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода