Производство цемента сухим способом
Аутогезионные свойства порошков особенно наглядно проявляются при хранении в силосах. Этому способствует давление вышележащих слоев материала на нижележащие и наличие в воздухе паров воды. Для ослабления аутогезионного взаимодействия порошков рекомендуется воздух, подаваемый для их перемешивания, предварительно подогревать до температуры, превышающей температуру порошка на 15–20 0С. Это позволя
ет предотвратить адсорбцию влаги материалом.
Разгружают силосы пневматическим способом при помощи разгрузочных устройств, расположенных сбоку или под днищем силоса, 15-20 %которого выкладывают аэроплитками. Под них подают обезвоженный воздух под давлением. Проходя через поры в аэроплитках, воздух разрыхляет порошок и дает ему возможность стекать под уклон к разгрузочным механизмам.
1.2.6 Тепловая обработка сырья в производстве портландцемента
Физико-химические основы обжига портландцементного клинкера. Образованию портландцементного клинкера предшествует ряд физико-химических процессов, в результате которых клинкер приобретает сложные минералогический состав и микрокристаллическую структуру. Эти процессы протекают в определенных температурных границах — технологических зонах печи. В основном обжиговом агрегате — вращающейся печи — при мокром способе производства цемента по ходу движения материала выделяют зоны: I - испарения,II—подогрева и дегидратации, III— декарбонизации, IV— экзотермических реакций, V— спекания, VI— охлаждения. При сухом способе производства – эта зона отсутствует. Подготовительные зоны I – II занимают 50 .60 % длины печи, зона декарбонизации — 20 .25, зона экзотермических реакций — 7 .10, зона спекания — 10 .15 и зона охлаждения — 2 .4 % длины печи. На рис. 5 показано распределение температур материла и газового потока по зонам вращающейся печи.
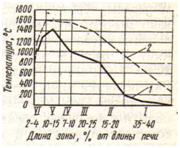
Рис. 5. Распределение температуры материала и газового потока по зонам вращающейся печи: 1 – материал; 2 – газовый поток; I-VI – зоны печи
В зоне подогрева при температуре 200 .650 °С выгорают органические примеси и начинаются процессы дегидратации и разложения глинистого компонента. Обезвоживание и распад на оксиды водных алюмосиликатов кальция приводит к образованию ряда промежуточных соединений, заметно влияющих в дальнейшем на скорость связывания СаО.
В зоне декарбонизации при температуре 900 . 12000 С происходит диссоциация карбонатов кальция и магния с образованием свободных СаО и МgО. Одновременно продолжается распад глинистых минералов.В зоне экзотермических реакций при температуре 1200 – 13000 С завершается процесс твердофазового спекания материала. В результате образуются минералы 3CaO*Al2O3 ; 4CaO*Al2O3*Fe2O3 и 2CaO*SiO2. Однако в смеси остается некоторое количество свободной извести, необходимое для насыщения двухкальциевого силиката до трехкальциевого (алита).
В зоне спекания при температуре 1300 – 14500 С происходит частичное плавление материала, начинающееся в поверхностных слоях зерен, а затем постепенно распространяющееся к их центру. Время полного усвоения оксида кальция и образования алита в зоне спекания составляет 20 – 30 минут.
В зоне охлаждения температура клинкера понижается с 1300 до 1100 – 10000С. Часть жидкой фазы при этом кристаллизуется с выделением кристаллов клинкерных минералов, а часть затвердевает в виде стекла. Границы зон во вращающейся печи достаточны условны и нестабильны. Меняя режим работы печи, можно смещать границы и протяженность зон и тем самым регулировать процесс обжига.
Аппараты для тепловой обработки. Они работают по принципу как противотока, так и прямотока. С точки зрения расходы теплоты прямоток выгоднее, чем противоток, так как в последнем случае выше температура отходящего материала и больше потери теплоты. Тем не менее, чаще применяют противоток, что связано с большей разностью температуры теплоносителя и материала в таких аппаратах и соответственно большей скоростью теплообмена, что позволяет сократить длительность обжига. Тепловыми агрегатами в производстве клинкера являются вращающиеся печи. Они представляют собой стальной барабан, который состоит из обечаек (открытый цилиндрический или конический элемент конструкции), соединенных сваркой или клепками, и имеет внутреннюю футеровку из огнеупорного материала (рис. 6). Профиль печей может быть как строго цилиндрическим, так и сложным с расширенными зонами. Расширение определенной зоны производят для увеличения продолжительности пребывания в ней обжигаемого материала. Печь, установленная под углом 3 - 40 к горизонту, вращается с частотой 0,5 – 1,5 мин-1. Вращающиеся печи в основном работают по принципу противотока. Сырье поступает в печь с верхнего (холодного) конца, а со стороны нижнего (горячего) конца вдувается топливно-воздушная смесь, сгорающая на протяжении 20 - 30 м длины печи. Горячие газы, перемещаясь со скоростью 2 - 13 м/с навстречу материалу, нагревают последний до требуемой температуры. Длительность пребывания материала в печи зависит от ее частоты вращения и угла наклона, составляя, например, в печи размером 5× 185 м, 2 - 4 часа. Занятое материалом сечение во вращающихся печах составляет лишь 7 - 15 % объема, что является следствием высокого термического сопротивления движущегося слоя и объясняется как малой теплопроводностью частиц обжигаемого материала, так и слабым перемешиванием их в слое.

Рис. 6. Вращающаяся печь размером 5×185 м:
1 – дымосос; 2 – питатель для подачи шлама; 3 – барабан; 4 – привод; 5 – вентилятор с форсункой для вдувания топлива; 6 – колосниковый охладитель.
сухой портландцемент сырье добавка
Факел пламени и горячие газы нагревают как поверхностный слой материала, так и футеровку печи. Футеровка, в свою очередь, отдает получаемую теплоту материалу лучеиспусканием, а также путем непосредственного контакта. При каждом обороте печи в процессе соприкосновения с газовым потоком температура поверхности футеровки повышается, а при контакте с материалом понижается. Таким образом, материал воспринимает теплоту лишь в двух случаях: либо когда соприкасается с нагретой поверхностью футеровки, либо когда находится на поверхности слоя. Производительность вращающейся печи зависит от объема внутренней части, утла наклона печи к горизонту и частоты вращения, температуры и скорости движения газов, качества сырья и ряда других факторов.
Важное преимущество вращающихся печей — их технологическая универсальность, обусловленная возможностью использовать сырьевые материалы различных видов.
Теплообменные устройства
Эффективное использование теплоты во вращающихся печах возможно только при установке системы внутрипечных и запечных теплообменных устройств. Внутрипечные теплообменные устройства имеют развитую поверхность, которая либо всё время покрыта материалом, непосредственно соприкасающимся с газами, либо работает как регенератор, воспринимаю теплоту от газов и передавая ее материалу. Эти устройства увеличивают поверхность теплообмена между газами и материалами также потому, что, уменьшая скорость движения материала, повышают коэффициент заполнения печи. В результате установки внутрипечных теплообменных устройств кроме основной задачи – снижения расходов теплоты – можно решить и ряд других задач: интенсифицировать процесс перемешивания, снизить пылевынос. Это позволяет улучшить работу печи и повысить её производительность.