Модернизация макаронного пресса
Матрицы с накладными колосниками позволяют формовать все виды как короткорезаных, так и длинных изделий.
Прямоугольные матрицы. Бывают однополосными и двухполосными. Однополосные матрицы используются в прессах автоматизированных поточных линий фирмы "Бассано", в которых выпрессовываемые изделия образую
т одну прядь. Двухполосные матрицы применяются в прессах автоматизированных поточных линий с подвесной сушкой для получения двух прядей, развешиваемых одновременно на два бастуна.
В каждой полосе формующие отверстия размещены в несколько рядов с таким расчетом, чтобы на бастунах или на рольганговом столе они располагались в один слой (рис.17). Число рядов в матрице зависит от размера поперечного сечения изделий: в матрицах для макарон особых и лапши широкой в каждой полосе отверстия размещены в два ряда, для макарон соломка - в три, для вермишели тонкой - в семь рядов.
Прямоугольные матрицы для автоматизированных поточных линий выпускают длиной 995 и шириной 100 мм. Толщина матрицы может быть от 31 до 50 мм.
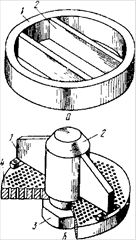
Профили формующих отверстий. Формующие отверстия матриц бывают трех видов: с вкладышами для формования трубчатых и некоторых видов фигурных изделий; без вкладышей для формования всех видов изделий, кроме трубчатых и штампованных, и щелевидные для формования тестовой ленты.
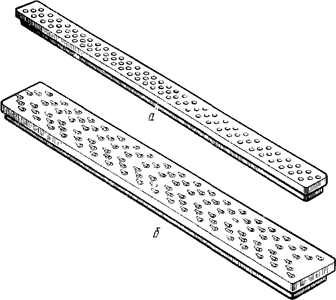
Рисунок 17 - Прямоугольные матрицы: а - однополосная; б - двухполосная предназначенной для изготовления из нее штампованных изделий.
Отверстия с вкладышами являются наиболее сложными по конструкции и состоят из двух основных элементов: формующего канала, просверленного в теле матрицы, и закрепленного в нем вкладыша.
2.4 Технологическая линия производства макаронных изделий
Машинно-аппаратурная схема производства короткорезанных макаронных изделий представлена в приложении (лист1).
Автомуковоз подключают к мукоприемному щитку и загружают муку в один из силосов 4 для ее хранения. С помощью шнековых питателей муку выгружают из различных силосов 4 в нужных пропорциях и смешивают винтовым конвейером 3. После контрольного просеивания в центробежном просеивателе 2 мука через роторный питатель подается воздуходувкой 1 в тестомесильное отделение. Мука отделяется от транспортирующего воздуха в циклоне 5.
Часть воды и добавки - обогатители через дозаторы 9 загружают в смеситель 8 и приготовляют концентрированную эмульсию. Насосом 6 ее вместе с оставшейся частью воды дозируют в расходный бак 7, снабженный терморегулирующей рубашкой. Из этого бака готовая эмульсия подается насосом 6 в тестомесильное отделение.
Муку и эмульсию дозаторами 11 непрерывно подают в тестосмеситель 12. Он имеет три отдельные камеры, через которые последовательно проходит обрабатываемая смесь, что позволяет увеличить продолжительность замеса до 20 мин. На завершающем этапе замеса в последней камере смесь подвергается вакуумированию при помощи вакуум-насоса. Благодаря этому получается более плотная структура макаронного теста без воздушных включений, а также в дальнейшем высушенные изделия с равнопрочной структурой без раковин.
Затем смесь поступает в шнеки макаронного пресса 13. В начальной части шнековой зоны смесь подвергается интенсивному перемешиванию, передвигаясь по шнековому каналу к формующим отверстиям матрицы, она превращается в плотную связанную пластифицированную массу - макаронное тесто. В предматричной камере пресса создается давление 6 .12 МПа, под действием которого через матрицу 14 выпрессовываются сырые пряди теста.
Ножи, вращаясь в плоскости выходных отверстий матриц, отрезают от тестового потока необходимые по длине тестовые заготовки, которые обдуваются воздухом из кольцевого сопла.
Сырые заготовки макаронных изделий направляются в секции вибрационного подсушивателя 15. В секции продукт проходит сверху вниз по пяти вибрирующим ситам 16, обдувается воздухом от вентилятора 17 и подсушивается. Затем поток подсушенных тестовых заготовок объединяется в вибролотке 18 и элеватором 19 транспортируются к устройству 20, которое распределяет их равномерным по толщине слоем по всей площади верхнего яруса 22 сушилки 21. Тестовые заготовки, проходя сверху вниз ленточные конвейеры, высушиваются. В зависимости от ассортимента и производительности линии в ее состав включают две или три ленточные конвейерные сушилки, установленные последовательно. В них тестовые заготовки проходят предварительную и окончательную сушку.
После сушки нагретые заготовки элеватором 23 и подвижным ленточным конвейером направляются в бункера 24 накопителя-стабилизатора. В них заготовки постепенно остывают до температуры помещения цеха, в них происходит выравнивание влагосодержания.
Готовые изделия системой конвейеров подают в фасовочную машину 25 и упаковывают в коробки из картона или пакеты из полимерной пленки. В машине 26 пакеты упаковывают в торговую тару и отправляют на склад.
2.5 Современные конструкции оборудования

Полуавтоматический макаронный пресс с вакуумным экструдером.
Надежный в работе и экологичный вакуумный пост, выполненный из высококачественной нержавеющей стали, обеспечивает высокую степень разряжения (-0,98 атм), не боится засорения. Двухшнековая конструкция позволяет стабильно поддерживать уровень разряжения в зоне вакуумирования, что так же обеспечивает качество продукции. Шнек экструдера изготовлен из высоколегированной стали с повышенной износостойкостью. Независимый привод ножа отличается расширенным диапазоном регулирования оборотов, что позволяет получать макаронные изделия от 2 до 60 мм (например, возможно изготовление суповых засыпок).
Производственная мощность соответствует следующим технологическим параметрам:
150 кг/час сухих короткорезанных макаронных изделий, с удельным весом - 400 кг/м3 и толщиной - 1 мм;
конечная влажность - 12,5% с допустимым отклонением +/ - 0.5 от всего количества макарон;
при использовании муки или 100% крупки из твёрдой пшеницы, градация 70% сырья должна быть между 300 и 180 мк. В любом случае 30% оставшегося сырья не должно превышать 400мк градации;
чтобы получить тесто, используйте воду, которая соответствует стандартам Международной организации здоровья. Она должна быть чистой, бесцветной, без запаха, без вкуса, без хлора и/или без осадков аммиака, без взвешенных частиц, больше чем 5 мк.
Оборудование для производства макарон Макиз 02-150
Характеристики:
Производительность (по макаронным изделиям с влажностью 33-35%) - до 150 кг/ч
Расход воды на охлаждение, л/мин 1,5 .2,0 Давление воды, МПа 0,1 .0,63 Установленная мощность, не более 10,5 кВт Питающее напряжение/частота 3N380/50 В/Гц Количество обслуживающего персонала, чел.1 Габариты, мм: пресс-автомата 1950х750х1857 мукопросеивателя 1160х640х2400 Масса, кг 500 Назначение:
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды