Нормирование труда. Экономическое обоснование варианта технологической операции
Введение
Цель работы:
Цель настоящей работы в ознакомлении с характером практической работы по техническому нормированию и углублении теоретических знаний по этому вопросу. Одновременно с этим лабораторная работа ставит своей задачей научить студентов пользоваться соответствующей нормативно-справочной литературой и привить им некоторые навыки в обработке хронометражных н
аблюдений и фотографий рабочего дня.
Кроме того, лабораторная работа предоставляет возможность выполнить экономическое сопоставление вариантов технологических операций обработки деталей в реальных производственных условиях.
Задание на лабораторную работу:
В процессе выполнения лабораторной работы необходимо определить технически обоснованную норму времени на токарную обработку деталей - вал барабана - которая может быть произведена на станке мод.16К20 или на станке мод.1Е61М
a) аналитически-исследовательским методом,
b) аналитически-расчетным методом.
Затем следует выполнить экономическое обоснование процесса обработки детали на указанных станках и определить область их эффективного применения.
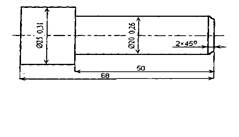
Рисунок 1. Эскиз детали.
Краткие теоретические сведения:
Под техническим нормированием труда понимается процесс установления для конкретных организационно-технических условий научно обоснованных:
· норм времени, необходимых на выполнение единицы заданной работы;
· норм обслуживания оборудования и рабочих мест.
Наиболее важное место в работах по техническому нормированию занимает разработка технически обоснованных норм времени.
Под технически обоснованной нормой понимается устанавливаемая для определенных организационно-технических условий время на выполнение данной работы (операции), исходя из рационального использования производственных возможностей оборудования и рабочего места, с учетом передового производственного опыта.
В машиностроении норма времени, как правило, устанавливается на операцию. Операцией называется часть производственного процесса, выполняемая над предметом труда одним рабочим или бригадой на одном рабочем месте.
Технически обоснованная норма времени имеет следующую структуру:
![]()
где ![]() - норматив основного времени операции,
- норматив основного времени операции,
![]() - норматив вспомогательного времени операции,
- норматив вспомогательного времени операции,
![]() - норматив времени технического обслуживания на операции,
- норматив времени технического обслуживания на операции,
![]() - норматив времени организационного обслуживания на операции,
- норматив времени организационного обслуживания на операции,
![]() - норматив времени на отдых и личные надобности,
- норматив времени на отдых и личные надобности,
![]() - норматив подготовительно-заключительного времени.
- норматив подготовительно-заключительного времени.
1. Расчет технически обоснованной нормы времени аналитически-исследовательским методом
Данный метод расчета нормы времени предполагает изучение затрат рабочего времени с помощью обработки хронометражных наблюдений и фотографии рабочего дня. При этом нормативы основного и вспомогательного времени устанавливаются в результате обработки хронометражных наблюдений, остальные элементы нормы времени определяются по результатам обработки фотографии рабочего дня.
После обработки и анализа хронометражных наблюдений на оборотной стороне карты произведем расчет норм времени для двух типов станков.
Станок мод.16К20:
![]()
![]()
![]() 139.622 (сек)
139.622 (сек)
![]()
![]()
![]()
![]()
![]()
Станок мод.1Е61М:
![]()
![]()
![]() 143.629 (сек)
143.629 (сек)
![]()
![]()
![]()
![]()
![]()
2. Расчет технически обоснованной нормы времени аналитически-расчетным методом
Данный метод расчета норм времени предполагает использование нормативов, т.е. справочно-расчетных материалов.
Основное (машинное) время рассчитывается на основе расчета режимов резания и паспортных данных оборудования. При работе на токарных станках оно равно:
![]() где
где
![]() - расчетная длина рабочего хода инструмента (мм);
- расчетная длина рабочего хода инструмента (мм);
![]() - число проходов,
- число проходов,
![]() - частота оборотов шпинделя
- частота оборотов шпинделя ![]() ;
;
![]() - подача
- подача ![]() .
.
![]() ,
,
где
![]() - длина резания по чертежу,
- длина резания по чертежу,
![]() - длина на подвод и врезания резца,
- длина на подвод и врезания резца,
![]() - длина перебега.
- длина перебега.
Станок мод. 16К20: Основное время на операцию
Операция 3. ![]()
![]()
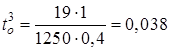 мин.
мин.
Операция 6. ![]()
![]() ,
,
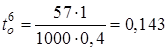 мин.
мин.
Операция 8. ![]()
![]()
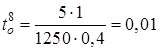 мин.
мин.
Операция 12.![]()
![]()
 мин.
мин.
Другие рефераты на тему «Экономика и экономическая теория»:
Поиск рефератов
Последние рефераты раздела
- Рейдерство в России на примере рейдерского захвата «МЕГА ПАЛАС ОТЕЛЯ» в г. Южно-Сахалинск
- Акционерные общества и их роль в рыночной экономике
- Акционерное общество (компания, корпорация) как главный институт предпринимательской деятельности
- Альтернативные модели в рамках экономических систем
- Анализ внешней и внутренней среды предприятия
- Анализ государственного регулирования инновационной деятельности
- Анализ демографической ситуации и оценка использования трудовых ресурсов России