Автоматизация поточного производства
2. Особенности управления автоматическими поточными линиями, гибкими автоматизированными системами на РУП "МТЗ"
Производственный процесс изготовления продукции на РУП "Минский тракторный завод" имеет разные типы производства: крупносерийное производство (изготовление унифицированных деталей и узлов тракторов на базе "Беларус" - 80/82 на специальном высок
опроизводительном оборудовании в основных цехах); серийное производство (изготовление оригинальных деталей и узлов энергонасыщенных тракторов, спецмашин, малогабаритной техники на гибком оборудовании).
Различные типы производства на РУП "МТЗ" и организация соответствующих мощностей позволили эффективно и быстро создать широкий спектр моделей тракторов и лесных машин от 5 л. с. до 300 л. с., наладить их производство и реагировать на адаптацию этих тракторов к запросам рынков в разных регионах мира. Структурная схема производственного процесса представлена на рисунке 1.
Для обеспечения законченного цикла изготовления продукции на РУП "МТЗ" существует несколько самостоятельных производств: металлургическое производство; кузнечное производство: холодноштамповочное производство; механообрабатывающее производство; термическое производство; сварочное производство: сборочное производство; производство защитных покрытий.
Металлургическое производство завода объединяет: литейное и кузнечное производство, в том числе пять литейных цехов, кузнечный, модельный и цех заготовки шихты.
Плавильные отделения литейных цехов для выплавки чугуна оснащены вагранками производительностью 20 тонн/час, индукционными миксерами "Пикс". В ближайшей перспективе предусмотрена замена ваграночной плавки на плавку в индукционных печах, это позволит получать чугун заданного химического состава с необходимыми механическими свойствами.
Формообразующее оборудование оснащено пятью автоматическими формовочными линиями, в том числе "Генрих-Вагнер-Синто" с размером опок 1150х950х400/400, "Гисаг" с размером опок 1000х800х300/300, "Дисаматик" с размером кома 600х480х200, прессовой автоматической формовочной линией с размером опок 900х600х300/300. Внедрение автоматических формовочных линий позволило значительно повысить качество литья, улучшить товарный вид продукции, получать геометрически точные отливки и успешно конкурировать на международном рынке.
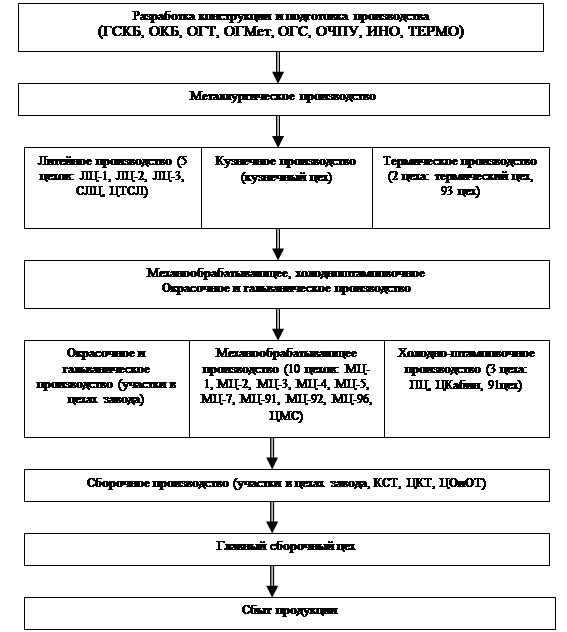
Рисунок 1. Структурная схема производственного процесса изготовления тракторов
Стержневые отделения всех литейных цехов оснащены автоматами для получения стержней по Ноt - Bох процессу, что позволило повысить геометрическую точность внутренних полостей отливок. В настоящее время ведется работа по замене процесса изготовления стержней на Соld-Bох процесс (с отвердением в холодной оснастке).
Смесеприготовительные отделения оснащены на автоматических линиях автономными смесителями типа "Спидмюллер" и АМК-2000Н, что обеспечивает качественное получение форм, особенно на корпусных отливках для тракторов различных модификаций. Оборудование для приготовления смеси оснащено системами контроля влажности смеси, что позволило улучшить качество литья, исключить дефектность литья по газовым раковинам и ужиминам.
Кузнечное производство обеспечивает механические цехи завода поковками для тракторов, а также осуществляет поставки предприятиям Беларуси. Кузнечное производство завода оснащено передовыми технологическими процессами, такими как клиновая прокатка, профилирование заготовок перед штамповкой, холодная калибровка и др.
Отдел главного металлурга оснащен передовыми средствами проектирования и моделирования литейных процессов.
Холодно - штамповочное производство размещено в 2-х подразделениях завода: прессовом цехе и цехе кабин. В прессовом цехе выполняется штамповка деталей тракторов и кабин трактора. Цех кабин (прессовое отделение) специализируется на штамповке деталей серийной, унифицированной и новой сферической кабины к тракторам всех моделей. Организация производства тракторов новых моделей и изготовления их небольшими партиями в прессовом цехе и цехе кабин осуществляется на созданных участках малых серий. На них установлено универсальное оборудование для выполнения разделительных, гибочных, вытяжных и др. операций.
Для наращивания выпуска кабин и деталей холодной штамповки на новые модели тракторов в модульном здании прессового цеха ведутся работы по созданию гибкого производства с оснащением современным оборудованием, в том числе лазерным технологическим комплексом, гибочными прессами с ЧПУ, профилегибочными машинами и др. Для комплектования оборудованием этого участка необходимо наличие средств в размере 10 млн. долл. США.
Сварочное производство.
В основном производстве применяется полуавтоматическая, автоматическая и роботизированная сварка в среде углекислого газа: контактная сварка на стационарных, подвесных и многоточечных машинах, контактная шовная сварка, сварка трением, аргонно-дуговая сварка неплавящимся электродом, электронно-лучевая сварка. Эксплуатируются также три установки с программным управлением механизированной плазменной резки. Производство оснащено современным прогрессивным сварочным оборудованием, в том числе 85% универсального оборудования, 160 единиц специализированного оборудования собственного изготовления.
Сборочное производство РУП "МТЗ" технологически построено по принципу узловой общей сборки и сосредоточено в 7 основных цехах. Узловая сборка не выделена в самостоятельное производство и в связи с этим механообрабатывающие цеха кроме механической обработки деталей осуществляют сборку, испытание и окраску узлов.
Все сборочные участки крупных узлов и агрегатов расположены в конце поточных линий механообработки перпендикулярно к ним, и готовые детали непосредственно поступают к сборочным конвейерам. Сборочные конвейеры выполнены напольного типа вертикально-замкнутые. Организована сборка кабины на площадях корпуса сборки тракторов.
Производство защитных покрытий.
Окрасочные работы на РУП "МТЗ" выполняются на 18 окрасочных линиях (поточно-механизированных или комплексно-автоматизированных). Окрашиваемая поверхность в перерасчете на 1 слой составляет около 6 млн. кв. метров. Уровень механизации подготовки поверхности перед окраской составляет 90%, уровень механизации окраски 79%, удельный вес прогрессивных процессов составляет 75,9%, что соответствует первой категории, а коэффициент поточности составляет 0,9, что соответствует высшей категории. Линии окраски размещаются во всех основных цехах завода.
Подготовка производства по созданию мощностей для выпуска кабин 2522-6700010 предусматривает реконструкцию автоматизированной окрасочной линии каркасов кабин под расширенные габариты каркаса кабины и новый техпроцесс грунтования "Катафорез". Катафоретическая окраска методом окунания в течение 3 минут при температуре в ванне 28+1°С с соблюдением технологического процесса предусмотренного технологией, позволит решить проблему окраски крупногабаритных каркасов кабин, улучшить качество окраски. Данный техпроцесс по сравнению с процессом "Анафорезного грунтования" позволит увеличить защиту каркаса кабины от коррозии более чем в два раза. Кроме того, значительно улучшится дизайн кабин. Приобретение указанного оборудования позволит не только улучшить качество выпускаемых изделий, но и снизить производственные издержки.
Другие рефераты на тему «Производство и технологии»:
- Разработка отварочной технологии производства пива
- Разработка конструкторско-технического решения женского легкого платья
- Моделирование процесса производства кефира
- Автоматизация сновальной машины
- Качественный метод исследования с применением индикаторов. Весовой метод измерения скорости коррозии металлов
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды