Автоматизация поточного производства
Основными характеристиками ГПМ и РТК являются: способность работать некоторое время автономно, без участия человека; автоматическое выполнение всех основных и вспомогательных операций; гибкость, удовлетворяющая требованиям мелкосерийного производства; простота наладки, устранения отказов основного оборудования и систем управления; совместимость с оборудованием традиционного и гибкого производст
ва; высокая степень завершенности обработки деталей с одной установки; высокая экономическая эффективность.
Эффективность ГПС обеспечивается за счет функционирования системы автоматизированного проектирования, АСТПП, АСОПП и других автоматизированных систем.
Интеграция всех автоматизированных систем в рамках АСУП ведет к созданию гибкого автоматизированного производства (ГАП). Затраты на создание, приобретение, содержание и использование средств автоматизации очень велики, поэтому автоматизация производства должна иметь социально-экономическое обоснование.
Для обеспечения эффективности ГПС выделяют две группы организационных задач:
организацию взаимодействия ГПС со смежными подразделениями предприятия;
организацию производственного процесса в самой ГПС.
Производительность оборудования ГПС оценивают как степень использования фонда времени оборудования, входящего в ее состав. Для ГПС определяют коэффициенты:
использования фонда времени Кф. в рассчитываемый по формуле:
 ,
,
загрузки Кз. о - по формуле:
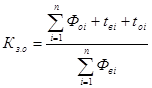 ,
,
где ![]() ,
, ![]() - фонды времени работы i-го вида оборудования по управляющей программе и входящего в ГПС соответственно;
- фонды времени работы i-го вида оборудования по управляющей программе и входящего в ГПС соответственно;
![]() - время вспомогательное и обслуживания i-го вида оборудования соответственно;
- время вспомогательное и обслуживания i-го вида оборудования соответственно;
i = 1, ., n - количество оборудования в системе.
При использовании групповой технологии обработки деталей на ГПС целесообразно закреплять детали за оборудованием. Критерием закрепления деталей служит минимум переналадок.
Для каждой группы деталей i рассчитывается необходимое количество оборудования на каждой операции j:
![]()
где ![]() - количество оборудования для изготовления i-й группы деталей на каждой j-й операции;
- количество оборудования для изготовления i-й группы деталей на каждой j-й операции;
Ni - программа выпуска i-й группы деталей;
кв - коэффициент потерь времени на восстановление оборудования;
ко - коэффициент организационных потерь времени;
Фi - фонд времени работы оборудования;
qij - производительность (потенциальная) оборудования.
Уровень автоматичности элементов ГПС характеризуется следующими показателями:
средней продолжительностью работы в автоматическом режиме (без вмешательства обслуживающего персонала);
средней продолжительностью обслуживания;
максимальной продолжительностью работы без поступления заготовок (полуфабрикатов) и инструмента извне.
Последний показатель определяется трудоемкостью обработки деталей, одновременно подаваемых на станок (при автоматической смене деталей - емкостью магазина заготовок), и ресурсом режущего инструмента (в частности, наличием подготовленных инструментов-дублеров).
При длительных циклах обработки (например, корпусных деталей) емкость магазина заготовок у станка обычного невелика (1-2 заготовки) и запас заготовок может поддерживаться за счет автоматической доставки заготовок (уже закрепленных в приспособлении) из центрального (или промежуточного) склада и установки их в магазин.
По мере совершенствования оборудования и интеллектуализации систем управления (введения функции автоматического измерения и внесения коррекции, активного контроля за состоянием режущего инструмента и автоматического перехода на инструмент-дублер) вмешательство оператора становится необходимым только для поддержания запаса инструмента и проведения переналадок.
Обеспечению бесперебойной работы ГПС способствует склад изделий, где хранятся заготовки и детали. Склад представляет собой определенное количество ячеек (как в местных накопителях, так и в нейтральном складе). Вместимость ячейки может быть принята равной размеру партии детали. Для надежного функционирования и упрощения оснастки проводится специализация ячеек, т.е. закрепление их за определенным оборудованием.
Одним из наиболее возможных критериев определения вместимости склада может служить вероятность его переполнения, т.е. сохранение работоспособности. Если принять вероятности переполнения склада для всех видов оборудования равными, средняя вероятность переполнения склада Рср будет равна:
![]() ,
,
где ![]() - вероятность переполнения ячеек, закрепленных за i-м оборудованием;
- вероятность переполнения ячеек, закрепленных за i-м оборудованием;
i = 1, ., n - количество оборудования.
Вероятность нахождения на складе Ni партии деталей определяется через коэффициент загрузки оборудования Кзi:
Рi (m ≤ Ni) = 1 - Кзi Ni + 1.
Решив это уравнение, получим вместимость склада i-го оборудования Ni:
![]() .
.
Суммарная вместимость склада Ncкл ГПС будет равна:
![]() .
.
В промышленности сформировались два основных направления создания ГПС. Первое направление - создание ГПС на базе вновь изготавливаемого, а в ряде случаев - специально проектируемого нового оборудования (ГПС-Н). Однако реальные возможности изготовления оборудования для ГПС-Н и значительные единовременные капиталовложения на его приобретение не позволяют удовлетворить существующие потребности. Поэтому возникло второе направление - создание ГПС на базе уже имеющегося на предприятии действующего оборудования с ЧПУ (ГПС-Д). Это направление в ряде случаев экономически более целесообразно, поскольку единовременные капиталовложения сводятся к затратам на модернизацию основного оборудования, приобретение вспомогательного оборудования (АТСС, оргоснастки рабочих мест) и системы управления (вычислительной техники и программного обеспечения), а также на проведение реконструкции цеха (участка), что в совокупности составляет 15-25% общей стоимости ГПС из 30 станков токарной и сверлильно-фрезерной групп. Для многоцелевых станков эта доля еще ниже. В ряде случаев при создании ГПС-Д частично приобретается новое оборудование.
ГПС-Н предназначаются для решения конкретной технологической задачи, например изготовления деталей типа тел вращения, корпусных или плоских деталей определенных типоразмеров, а наиболее высокоавтоматизированные ГПС - для изготовления всего нескольких наименований деталей. ГПС-Н содержат небольшое (2-10) число станков. При их создании за счет рационального выбора оборудования можно сократить количество используемых моделей станков, что при сохранении технологических возможностей увеличивает надежность и гибкость системы в целом. Например, первый автоматизированный участок АУ-1 (завод "Станкоконструкция", Москва) для обработки деталей типа тел вращения состоял из 13 станков 8 моделей. Цель создания ГПС-Д - повышение эффективности использования уже имеющегося оборудования с ЧПУ, и вполне естественно желание предприятия сконцентрировать в ГПС как можно большее число станков. Поэтому ГПС-Д часто состоят из нескольких технологически не связанных или слабо связанных подкомплексов. Поскольку парк станков с ЧПУ на предприятии формируется постепенно и не всегда имеет возможность приобретения одинаковых станков, для ГПС-Д характерно разнообразие моделей оборудования, в том числе станков близкого технологического назначения. В ряде случаев станки одной модели имеют разные устройства ЧПУ, различную оснащенность и т.д. Это уменьшает гибкость и надежность работы ГПС и существенно усложняет вопросы управления, однако ГПС-Д являются практически единственным средством повышения эффективности использования имеющегося парка станков с ЧПУ.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды