Организация участка механической обработки деталей
Для определения производительности оборудования и потребности в нем рассчитываются фонды времени его работы. Различают календарный, номинальный и действительный фонды времени работы оборудования.
Календарный фонд времени определяется астрономическим числом часов за рассматриваемый период.
Номинальный фонд равен календарному за вычетом нерабочих дней, смен и часов в течение года равен 19
45 часов.
Действительный фонд времени определяется на основе номинального фонда н плановых простоев оборудования в ремонте. Для единицы оборудования он рассчитывается по формуле:
Fд = Fн* S *(1-(Вр+Вн ))*60
где Fд - действительный фонд рабочего времени в плановом году
S - Число смен в сутки (S=2)
Вн - коэффициент, учитывающий потери времени на настройку и наладку оборудования во время рабочей смены (0.03 - 0.08),
Вp - коэффициент, учитывающий потери времени, связанные с проведением плановых ремонтов (0.03 - 0 06).
Fд = 1937*2*(1-(0.05+0.05))*60= 210060 (мин).
1.2 Определение такта ППЛ
Тип производства определяется по коэффициенту закрепления операций. Для этого рассчитывается такт.
Такт поточной линии определяется по формуле:
![]() ,
,
где Nз – программа запуска деталей, шт.;
FД – действительный фонд рабочего времени в плановом году.
При проектировании поточной линии Nз отражает программу запуска, которая определяется на основании заданной программы выпуска:
![]()
где Nв – заданная программа выпуска;
а – технологические потери, связанные с необходимостью пробных деталей для наладки оборудования и контрольных целей, % программы выпуска (3-12 %).
![]() (шт),
(шт),
![]() (шт/мин).
(шт/мин).
1.3 Определение типа производства и выбор метода организации производства
В машиностроении различают три основных типа производства: массовый, серийный, единичный. В свою очередь серийный принято подразделять на крупносерийный, среднесерийный, мелкосерийный. Важной характеристикой типа производства является степень специализации рабочих мест, которая характеризуется числом разнообразных операций на одном и том же рабочем месте – коэффициентом закрепления операций (Кз) и выражается формулой:
![]()
где ![]() такт поточной линии;
такт поточной линии;
![]() - средне штучное время по всем операциям:
- средне штучное время по всем операциям:
где tштi – норма времени на операцию;
n – количество операций.
![]()
![]() < 1 – массовое производство
< 1 – массовое производство
По продолжительности операции не кратны такту, следовательно, необходимо организовать переменно-поточную линию.
1.4 Определение числа рабочих мест и их загрузки
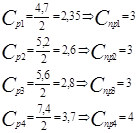
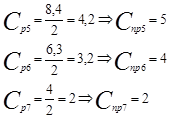
Число рабочих мест рассчитывается по каждой технологической операции по формуле:
![]() ,
,
где Срi – расчетное число рабочих мест;
Тштi – штучное время на i-ой операции, мин;
τ – такт потока, мин.
По расчетному числу Срi принимают число рабочих мест Спрi округлением Срi до ближайшего, большего целого числа. При установлении принятого числа рабочих мест допускается перегрузка в пределах 5-6%. Перегрузка может быть компенсирована мероприятиями по уменьшению tштi. В этом случае округление производят в меньшую сторону.
|
|
|
Коэффициент загрузки оборудования Кзагрi определяется по каждой операции технологического процесса и по линии в целом:
![]() ,
,
где Спрi – принятое число рабочих мест.
|
|
|
|
![]()
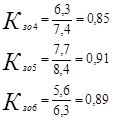
Коэффициент использования оборудования Кзоi по основному времени характеризует степень занятости станка основной работой. Определяется по формуле:
![]() ,
,
где tоснi – основное время, мин;
tштi – норма времени на операцию, мин.
|
|
|
|
Средний коэффициент использования оборудования по основному времени определяется по формуле:
Таблица 1.1
Оборудование на поточной линии по обработке детали.
|
N опер. |
Операции |
Модель станка |
Время, мин |
Такт, t мин |
Кол-во оборудования, шт. |
Коэффициент загрузки оборудования |
Коэффициент использования оборудования по осн. времени | |||
|
tшт |
tосн |
СРi |
Спрi |
кi з/о |
кср з/о | |||||
|
1. |
Токарная |
Токарно-винторезный станок 1А616П |
4,7 |
3,5 |
2 |
2,35 |
3 |
0,78 |
0,88 |
0,875 |
|
2. |
Токарная |
Токарно-винторезный станок 1А616П |
5,2 |
4,8 |
2,6 |
3 |
0,87 | |||
|
3. |
Фрезерная |
Вертикально-фрезерный станок 654 |
5,6 |
4,7 |
2,8 |
3 |
0,93 | |||
|
4. |
Фрезерная |
Вертикально-фрезерный станок 654 |
7,4 |
6,3 |
3,7 |
4 |
0,92 | |||
|
5. |
Слесарная |
настольно-сверлильный станок НС12А |
8,4 |
7,7 |
4,2 |
5 |
0,84 | |||
|
6. |
Токарная |
Токарно-винторезный станок 1А616П |
6,3 |
5,6 |
3,2 |
4 |
0,8 | |||
|
7. |
Токарная |
Токарно-винторезный станок 1А616П |
4,0 |
3,8 |
2 |
2 |
1 | |||
|
ИТОГО: |
41,6 |
36,4 |
20,85 |
24 |
6,14 | |||||