Организация участка механической обработки деталей
1.7 Разработка графика регламента
Таблица 1.6
|
№ |
Наименование операции |
Тшт |
Срi |
Спрi |
n0 |
Кзаг |
№ раб | align=top >
% |
|
1 |
Токарная |
4,7 |
3,3 |
4 |
3 |
0,825 |
1 | |
|
2 | ||||||||
|
2 |
Токарная |
5,2 |
3,66 |
4 |
4 |
0,915 |
3 | |
|
3 |
Фрезерная |
5,6 |
3,94 |
4 |
3 |
0,985 |
4 | |
|
5 | ||||||||
|
4 |
Фрезерная |
7,4 |
5,2 |
6 |
3 |
0,86 |
6 | |
|
7 | ||||||||
|
5 |
Слесарная |
8,4 |
5,91 |
6 |
4 |
0,985 |
8 | |
|
9 | ||||||||
|
6 |
Токарная |
6,3 |
4,4 |
5 |
4 |
0,88 |
10 | |
|
11 | ||||||||
|
7 |
Токарная |
4,0 |
2,81 |
3 |
4 |
0,936 |
12 |
Максимальное количество станков, которое может обслуживать один рабочий-многостаночник, определяется нормой обслуживания. Совмещение операций определяется коэффициентом загрузки и целесообразностью совмещения.
Списочная численность основных рабочих Rсписоч определяется по графику регламенту по формуле:
![]()
Rяв = 12*2 = 24 (чел)
Rсп = 24*1,12 = 27 (чел),
где Rяв – явочная численность основных рабочих на участие в 2-х сменах, определяемая по рабочим местам;
1,12 – коэффициент перевода явочного числа в списочное.
Таблица 1.7
Сводная численность ППП (фактическая)
|
Категория рабочих |
Численность |
|
Основные рабочие |
27 |
|
Вспомогательные |
10 |
|
Итого рабочих: |
37 |
|
Руководители |
3 |
|
Специалисты |
3 |
|
Общая численность персонала участка |
43 |
1.8 Определение заделов на линии
На поточной линии определяются технологический, транспортный, страховой и оборотный заделы.
К технологическим (Zтех) относятся заделы на рабочих местах.
![]() ,
,
где n – число деталей, подлежащих одновременной обработке в соответствии с технологическим процессом.
Zтех = 43*1 = 43
Размер транспортного задела устанавливается в соответствии с выбранным методом транспортировки деталей размером, транспортной партии.
Размер транспортной партии определяется по формуле:
![]() ,
,
где Ro - период комплектованных заделов или период обслуживания;
t - такт поточной линии.
![]()
Величина страхового задела принимается в размере 5-10% от сменного задания: сменное задание (Псм) определяется по формуле:
![]() ,
,
где Тсм – время смены, мин.
![]()
Оборотный задел – количество заготовок, находящихся на рабочих местах в ожидании процесса обработки вследствие разной производительности на смежных операциях, постоянно изменяется. Следует рассчитать оборотные заделы между парами смежных операций и построить график их изменения по форме, представленной в таблице 4. расчет оборотных заделов Zоб ведется по формуле:
![]() .
.
Значение Zоб может быть положительным или отрицательным. Положительное значение свидетельствует об увеличении задела, отрицательное – об уменьшении.
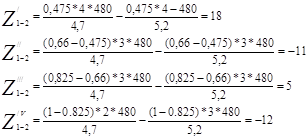
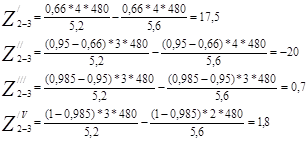
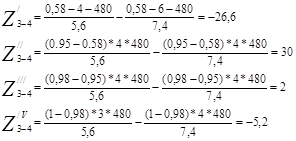
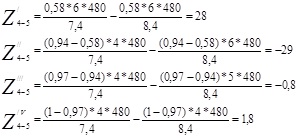
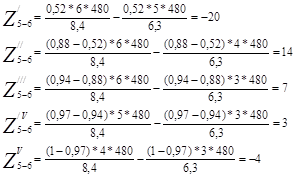
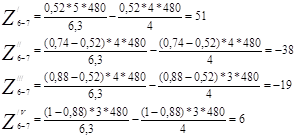
Таблица 1.8
|
№ опер |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|
Z1-2 | ||||||||||
|
Z2-3 | ||||||||||
|
Z3-4 | ||||||||||
|
Z4-5 | ||||||||||
|
Z5-6 | ||||||||||
|
Z6-7 |