Особенности ремонта топливной системы автомобиля КамАЗ
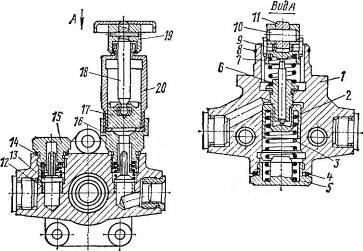
Рис. 9. Топливоподкачивающий насос: I — корпус, 2 — поршень, 3 — пружина, 4, 14 — прокладки, 5 — пробка пружины, 6 —■ втулка штока,' 7 — толкатель, 8 — стопорное кольцо, 9 — сухарь, 10 — ось, 11 — ролик, 12 — седло клапана, 13 — клапан, 15 — пробка, 16, 17 — корпус и поршень ручного насоса
, 18 — шток, 19 — рукоятка, 20 — цилиндр
Поршень насоса в процессе работы изнашивается, в результате чего зазор между ним и цилиндром возрастает, а производительность насоса падает. Если зазор в паре поршень — цилиндр превысит 0,04 мм, поршень восстанавливают до номинального размера хромированием. Для этого его вначале шлифуют до необходимого диаметра, обеспечивающего требуемый зазор (отшлифованная поверхность поршня должна иметь овальность и конусность не более 7 мкм). Диаметры поршня и цилиндра контролируют микрометром и индикаторным нутромером.
Торцовые поверхности седла клапана не должны иметь рисок и задиров. Неглубокие риски и задиры устраняют притиркой пастой ГОН, применяя специальный притир. При глубоких задирах седло клапана удаляют зенкерованием твердосплавным инструментом. Размер зенкера выбирают таким, чтобы после обработки в корпусе осталась тонкая втулка, которую удаляют крейцмейселем, не нарушая посадочной поверхности в корпусе. Чтобы выдержать соосность при посадке, во время запрессовки нового седла клапана в корпусе насоса используют оправку (рис. 11). После установки седла его торцовую поверхность притирают до шероховатости На ^ 0,62.
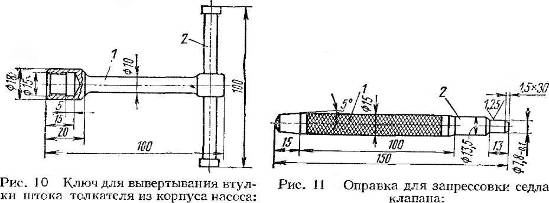
1 — стержень, 2 — ручка 1 — стержень с накаткой, 2 — рабочая часть
Работоспособность нары шток толкателя — втулка восстанавливают хромированием штока или перекомплектовкой. При этом минимально допустимый зазор в паре может составлять 0,04 мм, а максимальный— 0,17 мм. Правильность подбора пары устанавливают, используя приспособление к стенду 625, которое позволяет закрепить втулку в сборе со штоком и испытать их гидравлическую плотность под давлением 15МПа. Сравнение времени падения давления до 14МПа в испытуемой и эталонной парах позволяет оцепить состояние сопряжения шток—втулка.
Свободу перемещения штока во втулке проверяют надавливанием рукой (при этом не должно ощущаться местных сопротивлений и торможений во всех угловых положениях штока). Если качество перемещения штока по длине не соответствует определенным требованиям, детали доводят пастой ГОП с последующей мойкой в бензине и дизельном топливе.
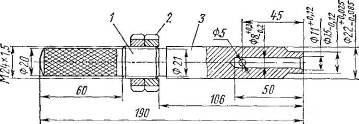
В ручном подкачивающем насосе в результате взноса чаще всего возникает люфт поршня 17 на штоке 18 (см. рис. 9); изнашиваются также рабочие поверхности поршня 17 и цилиндра 20. Для ремонта пары поршень — цилиндр используют метод перскомнлектовки деталей, так как завод-изготовитель выпускает три группы ручных насосов, позволяющих подбирать и доводить сопряжения до зазора 0,04 мм. При образовании люфта поршня на штоке более 0,25 мм поршень за- вальцовывают, применяя оправку (рис. 12) и приспособление для ограничения ее хода. Приспособление (рис. 13) в сборе с оправкой, штоком и поршнем помещают в гидравлический пресс, устанавливая гайками величину хода оправки под действием пресса. Если после за- вальцовки не удается восстановить требуемый люфт, берут новые поршень и шток и вновь выполняют завальцовку.
|
Рис. 12. Оправка для завальцовки поршня: 1 — гайка, 2 — контргайка, 3 — оправка |
Изношенный штифт в рукоятке 19 насоса (см. рис. 9) выпрессовывают и совмещенные отверстия развертывают на увеличенный диаметр под новый штифт.
После ремонта ручной насос проверяют на герметичность и подачу топлива. Герметичность считается достаточной, если поданный под поршень сжатый до 0,2 МПа воздух не выходит через резьбовое соединение корпуса с цилиндром и уплотняющую резиновую прокладку.
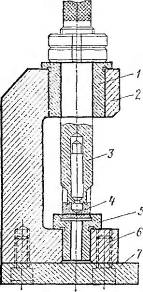
Рис. 13. Приспособление для завальцовки поршня на штоке с помощью оправки:
/ — верхняя втулка, 2 — крон, штейн, 3 — оправка, 4 — поршень, 5 — нижняя втулка, в— вин-; крепления, 7 — плита.
Подачу топлива ручным насосом проверяют перекачиванием дизельного топлива через отрезок топливопровода 0 8 мм на высоту 1 м.
Сборку топливоподкачивающего насоса выполняют в такой последовательности: в корпус устанавливают на эпоксидном клее втулку штока, шток с роликовым толкателем, поршень, пружину и пробку пружины с уплотнительной шайбой, затем устанавливают клапаны в сборе и ручной насос. После окончательной сборки проверяют легкость перемещения толкателя, который должен возвращаться в исходное положение возвратной пружиной.
Топливоподкачивающий насос прирабатывают на стенде СДТА-1 в два приема: в течение 30 мин при частоте вращения кулачкового вала 650 об,'мин и в течение 1ч — при 1050 об/мин. Во время приработки поддерживают противодавление 0,13—0,15 МПа и следят, чтобы не было подтеканий, стуков и нагрева деталей. После приработки насос испытывают на максимальные развиваемое давление и производительность способами.
Разрежение, создаваемое насосом во всасывающей магистрали, проверяют, подключая вакуумметр к впускному трубопроводу насоса (оно должно составлять не менее 0,05 МПа, или 50 кПа).
Установка и регулирование топливной аппаратуры на автомобиле после ремонта
При монтаже топливного насоса непосредственно на двигателе автомобиля проверяют целостность прокладки и свободу перемещения штока в проставке, если насос приводится в действие через шток или толкатель от кулачкового вала двигателя. Соединительные наконечники топливопроводов должны быть полностью исправны и обеспечивать полную герметичность соединений. После установки на двигатель работу топливного насоса проверяют проворачиванием коленчатого вала вручную или стартером (правильно установленный насос будет подавать топливо пульсирующей струей).
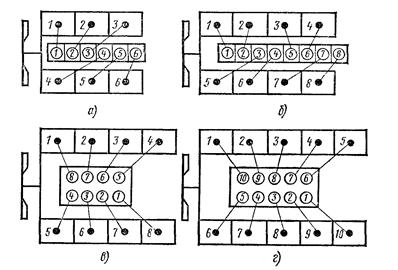
Рис. 14. Схемы соединения нагнетательных секций насосов высокого давления и форсунок двигателей:
а — ЯМЗ—236. б — ЯМЗ-238. в — КамАЗ-740, -7401. г — КамАЗ-741
Приборы системы питания дизеля — насос высокого давления в сборе и форсунки — после ремонта устанавливают на двигатель, предварительно проверив и отрегулировав их на стендах и приспособлениях в ремонтном цехе.
Вначале на двигатель ставят насос высокого давле- н н я, размещая его на площадке в развале цилиндров. При этом соединяют автоматическую муфту насоса с валом привода, совмещая метки на корпусе муфты опережения впрыскивания с метками на полумуфте и фланце привода. В этом положении насос закрепляют, привертывая болтами к двигателю.
Затем на двигатель монтируют комплект форсунок одной группы, подобранных по пропускной способности распылителей, устанавливают топливопроводы магистралей низкого и высокого давления, соединяя их в определенной последовательности со штуцерами нагнетательных секций насоса и форсунок (рис. 14).
Другие рефераты на тему «Транспорт»:
- Управление мореходными качествами судна
- Авиатранспортный маркетинг и анализ конъюнктуры рынка воздушных перевозок
- Проектирование одноступенчатого цилиндрического редуктора
- Внедрение навигационных систем на муниципальным транспорте
- Разработка технологического процесса текущего ремонта жидкостного насоса автомобиля ВАЗ-2109
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск