Особенности ремонта топливной системы автомобиля КамАЗ
Ремонт прецизионных деталей насоса высокого давления выполняют только после их контрольной проверки и выяснения необходимости ремонта. Нагнетательный клапан (рис. 4) из корпуса насоса вынимают специальным съемником после демонтажа штуцера, ограничителя хода клапана и пружины. Клапан и седло промывают отдельно в чистом дизельном топливе, обдувают сжатым воздухом и тщательно проверяют состояние и
х поверхностей. На конических притертых поверхностях не должно быть кольцевой выработки и рисок. Если обнаружены риски, следы коррозии или незначительный износ, конус клапана и фаску седла взаимно притирают пастой ГОИ. Проверяют также свободу перемещения клапана в седле — он должен двигаться без заеданий. Если притирка не устраняет глубоких задиров или следов выработки, детали клапана бракуют.
Отремонтированные нагнетательные клапаны испытывают на плотность по конусу и разгрузочному пояску. Плотность клапана по конусу проверяют воздухом под давлением 0,5—0,6 МПа. Для этого клапан в сборе с оправкой опускают в сосуд с дизельным топливом, а воздух подводят через оправку со стороны конуса клапана. Выделение небольшого количества воздушных пузырьков со стороны цилиндрической части клапана характеризует удовлетворительное качество притирки. Плотность клапана по разгрузочному пояску определяют ротаметром — прибором, работающим на принципе подвода воздуха к клапану от магистрали и замере его расхода через поднятый на высоту (1,3+0,01) мм клапан. Годные клапаны сортируют на две группы по показаниям плотности в зависимости от диаметрального зазора разгрузочного пояска. Первая группа имеет диаметральный зазор 0,002—0,004 мм, вторая — 0,004—0,006 мм. Номера групп наносят на поверхность седла клапана.
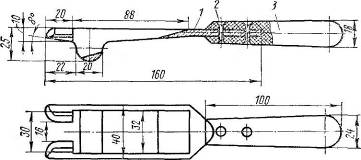
Рис. 5. Рычаг для отжатия пружин толкателей плунжеров: 1 — рычаг, 2 — заклепка, 3 — ручка
Для ремонта деталей нагнетательной секции насоса ее разбирают после снятия нагнетательного клапана. Вал насоса устанавливают так, чтобы кулачок отошел от толкателя разбираемой секции и пружина разгрузилась. Затем вводят рычаг (рис. 5) под пружину, сжимают ее и извлекают пинцетом нижнюю тарелку пружины. Далее вывертывают установочный винт гильзы плунжера и из гнезда корпуса насоса вынимают вверх плунжерную пару. Детали плунжерной пары промывают в дизельном топливе и проверяют их состояние, для чего выдвигают плунжер из гильзы на 40—50 мм и в вертикальном положении наблюдают его опускание под действием собственного веса. Он должен опускаться плавно, без заеданий до упора в торец при любых углах поворота относительно гильзы. После этого гильзу и плунжер осматривают через увеличительное стекло. Их соприкасающиеся поверхности должны иметь матовый оттенок без пятен и рисок.
Повреждения на торце плунжера устраняют притиркой на плите пастой ГОИ. Глубокие риски на цилиндрической поверхности плунжера устраняют на притирах — приспособлениях, предназначенных для ремонта плунжерной пары. Притиры для цилиндрической поверхности, представляющие собой чугунные разрезные конусные втулки, вставляемые в оправки, делятся на предварительные и чистовые. При последовательном применении они обеспечивают необходимую шероховатость поверхностей.
После притирки детали плунжерной пары комплектуют таким образом, чтобы плунжер плотно входил в гильзу на 1/3 рабочей зоны, а затем их притирают пастой ГОИ, оксидами алюминия или хрома. Закончив притирку плунжера к гильзе, детали тщательно промывают в бензине и осматривают. Они должны иметь на рабочих поверхностях ровный блеск с едва различимыми мельчайшими рисками от притирки. Обезличивание притертой плунжерной пары при сборке не допускается. После комплектования и взаимной притирки плунжерную пару проверяют на свободу перемещения плунжера (рассмотрено выше) и герметичность.
Испытание плунжерной пары на герметичность проводят на гиревом стенде (рис. 6). Его основными элементами являются корпус 7 держателя, вкоторый установлена съемная втулка 4, и груз с системой рычагов, воздействующий на толкатель 1. Проверяемую плунжерную пару 3 устанавливают всъемную втулку 4 стенда и герметично закрывают отверстие гильзы пятой 5 с помощью штока 8 и винтового зажима 9. В надплунжерное пространство гильзы вводят смесь топлива с керосином, имеющую вязкость 1,8—2 мм2/с при 20°С. Испытание начинается с момента отпускания защелки 2, в результате чего груз перемещается вниз и через систему рычагов и толкатель 1 начинает давить на плунжер. При этом на топливо передается давление (20± ±0,5) МПа, вследствие чего топливо вытесняется в зазор между плунжером и гильзой, а плунжер перемещается вверх. Время полного перемещения плунжера до момента отсечки должно составлять не менее 10 с. В зависимости от времени перемещения плунжера все плунжерные пары по результатам испытания разбивают на четыре группы (от 10 до 40 с) и насос комплектуют нагнетательными секциями одной группы.
Нагнетательные секции в насосе собирают в обратной последовательности. Поворачивают кулачковый вал насоса так, чтобы толкатель собираемой секции занял нижнее положение. Затем на поворотную втулку (см. рис. 69) ставят верхнюю тарелку и пружину и детали ориентируют так, чтобы при сцеплении зубьев венца и рейки паз венца был перпендикулярен рейке, а средний зуб венца находился в зацеплении с рейкой, которая занимает среднее положение.
Далее промытую в дизельном топливе плунжерную пару устанавливают в гнездо корпуса насоса и поводок плунжера вводят в паз поворотной втулки. (При установке плунжерной пары паз поворотной втулки и риска на поводке плунжера должны быть обращены в сторону окна корпуса насоса.) Затем щупом совмещают стопорный паз на гильзе плунжера с отверстием в корпусе и стопорят гильзу болтом. С помощью приспособления сжимают пружину толкателя и ставят нижнюю тарелку. Затем передвигают рейку, проверяют плавность ее перемещения и ход, который должен составлять 25 мм. После сборки плунжерной пары устанавливают нагнетательный клапан, затягивая нажимный штуцер динамометрическим ключом с моментом затяжки 100—120 Н -м, и вновь проверяют плавность хода рейки насоса.
Собранный насос испытывают на герметичность, произведя его опрессовку под давлением топлива 2 МПа. Перед испытанием на соединительные ниппели и топливоотводящий штуцер устанавливают заглушки. Давление открытия нагнетательных клапанов проверяют поочередным снятием заглушек с ниппелей. После указанной проверки отремонтированный насос испытывают и регулируют на стенде СДТА-1, а затем устанавливают на двигатель.
Ремонт форсунок
Снятые форсунки очищают, промывают в керосине и разбирают для дефектовки и ремонта. Форсунку можно разобрать в приспособлении или непосредственно в слесарных тисках. Для этого корпус 5 (см. рис. 72) зажимают в тисках распылителем вниз, отвертывают колпачок 11 и контргайку 10, вывертывают регулировочный винт 9, ослабляя затяжку пружины 8. Затем корпус 5 устанавливают в тисках распылителем вверх, отвертывают гайку 4 распылителя и вынимают распылитель в сборе с иглой. Далее полностью разбирают форсунку и тщательно промывают все детали в керосине.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск