Разработка технологии восстановления клапана автомобиля ГАЗ-24
В ремонтном производстве наиболее часто применяют хлористые электролиты. Сернокислые электролиты по сравнению с хлористыми обладают меньшей химической агрессивностью и окисляемостью. Однако они уступают хлористым электролитам по производительности, качеству получаемых покрытий и другим показателям.
По температурному режиму электролиты разделяются на горячие и холодные. Первые характеризуютс
я высокой температурой (60 .90°С), позволяющей проводить железнение при большей плотности тока и высокой производительности процесса.
Вторые (электролиз ведётся без нагревания) в большинстве допускают применение малых плотностей тока, и поэтому малопроизводительны.
Ниже приведены наиболее распространённые электролиты.
Параметры режимов железнения
Электролит 1 23
Температура электролита 70…80 70…80 70…80
Плотность тока. А/дм" 20 .4020 .5020 .60
Выход по току, %85 .9285 .9585 .95
Кислотность, рН0,8 .1,20,8 .1,20,8 . 15
Электролит 4 56
Температура электролита, °С95 .9820 .5030 .50
Плотность тока, А/дм210 .1510 .3020 .25
Выход по току, % 90 85 .9285 .92
Кислотность, рН -0,5 . 1,30,6 . 1,2
Таблица 3 - Состав электролитов
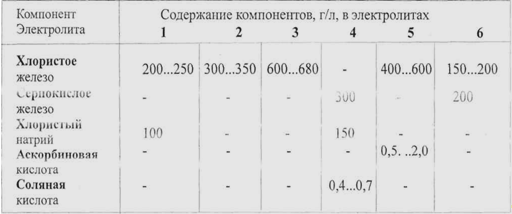
Процесс покрытия электролитическим железом обычно осуществляется с использованием растворимых анодов из малоуглеродистой стали 08 или 10. При растворении анодов образуется шлам, поэтому во избежание загрязнения электролита аноды помещают в чехлы из стеклоткани. В случае наращивания железного покрытия с применением нерастворимых (угольных) анодов возникает необходимость систематического корректирования состава электролита по мере сто истощения.
Электролит 1 позволяет получать плотные и гладкие покрытия плотностью 6500 МПа и толщиной до 1,0 .1,2 мм. Электролит2 обладает оптимальной концентрацией, не изменяемой при длительной работе ванны, и по своим показателям близок к электролиту 1 (применяется чаще, чем электролит 1).
Высококонцентрированный электролит 3 позволяет получать высококачественные покрытия толщиной до 3 мм. Этот электролит обычно применяют при нанесении покрытий на внутренние поверхности при вневанном железнении.
Электролиты 1 и 3 не стабильны по составу. Концентрация железа в электролите 1 постепенно увеличивается, а в электролите 3 уменьшается, стремясь к оптимальному значению, что вызывает определенные затруднения при эксплуатации ванны.
Электролит 4 в ремонтной практике не применяют. Наличие в эктролите 5 аскорбиновой кислоты предотвращает его окисление и образование гидроокиси железа, в результате чего возможно получение высококачественных покрытий при низкой температуре и достаточно высокой плотности тока.
Холодный сульфатно-хлористый электролит 6 обладает достоинствами хлористых и сернокислых электролитов: менее агрессивен и более устойчив к окислению, чем хлористые, и позволяет получать покрытия хорошего качества с высокой производительностью. Этот электролит находит применение в ремонтном производстве.
Схема типового технологического процесса электролитического железнения представлена в таблице 4.
Таблица 4 – Схема типового технологического процесса электролитического железнения
|
Операция |
Последовательность операций в вариантах |
|
Очистка деталей от грязи и масла Обработка механическая Промывка органическим растворителем (бензином, и др.) Сушка Очистка покрываемых поверхностей Изоляция поверхностей, не подлежащих покрытию, и монтаж деталей на подвесные приспособления Обезжиривание деталей Промывка горячей водой (70 .80°С) Холодной водой Травление анодное в электролите железнения Промывка холодной водой Обработка анодная в 30%-м растворе серной кислоты Промывка, прогрев теплой водой (50 .60°С) Железнение Промывка горячей водой (70 .80°С) Нейтрализация Промывка горячей водой (70 .80°С) Демонтаж деталей с подвесок и снятие изоляции Контроль качества покрытий Обработка механическая Консервация деталей |
I II 1 1 (2) (2) 3 3 4 4 (5) (5) 6 6 7 7 8 8 9 9 - 10 10 13 11 12 12 14 13 15 14 16 15 17 16 18 17 19 18 20 18 21 (20) (22) |
Слив масел, обеспечение доступа очистного раствора во внутренние полости агрегатов
Очистка наружных поверхностей. Промывка или выпаривание внутренних полостей агрегатов
Очистка подразобранных агрегатов
Очистка сборочных единиц
Общая очистка деталей
Очистка деталей от прочных загрязнений: асфальтосмолистых, нагара, накипи
Очистка каналов и полостей в деталях
Очистка крепежных деталей: болтов, винтов, шпилек, гаек, шайб и др.
Последовательность операций очистки поверхностей деталей от эксплуатационных загрязнений.
4.4 Шлифование
Шлифование является основным способом обработки износостойких покрытий, отличающихся высокой твердостью. Шлифование обеспечивает должное качество поверхностного слоя. Покрытия на основе карбидов вольфрама и керамики могут быть эффективно обработаны только шлифованием. При абразивной обработке применяют материалы, состоящие из зерен, обладающих высокими твердостью и режущей способностью. Абразивные материалы бывают природные (горные породы и минералы) и искусственные. Природных материалов мало, они недостаточно однородны и тверды. Из природных материалов используют корунд, наждак (смесь корунда с оксидами железа, кремния, титана и др.), кремень, кварцевый песок, пемзу. К искусственным абразивным материалам, применяемым при шлифовании, относятся карбид кремния - карборунд SiC, карбид бора, электрокорунд, крокус (содержащий до 75 % оксида железа), оксид хрома, оксид алюминия. Для полирования служат: крокус, трепел, доломит, технический мел, высокая известь (до 95 % оксида кальция), каолин, тальк.
Зерна шлифующих материалов имеют острые грани и при шлифовании, разрушаясь, образуют осколки с острыми гранями, тем самым самозатачиваются. Зерна полирующих материалов округлой формы, что способствует выравниванию обрабатываемой поверхности. Шлифовальный круг состоит из шлифзерен, связанных каким-либо веществом. Эти круги изготовляют прессованием или литьем абразивного материала. В качестве абразивного материала используют карборунд, корунд, наждак с размером зерен 250 . 1200 мкм; как связку - различные глины, полевой шпат, жидкое стекло, смолы, резины и др.
Шлифовальные круги различаются по твердости. Твердостью шлифовального круга принято считать сопротивление его связки выкрашиванию зерен при работе. При шлифовании твердых материалов следует применять мягкие круги, в которых выпадение затупившихся зерен и оголение новых происходит быстрее. При шлифовании мягких металлов зерна тупятся медленнее и круг может быть твердым.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск