Разработка технологии восстановления клапана автомобиля ГАЗ-24

Рисунок 6 - Использование съёмника для клапанов
2. Очистка деталей
Сущность процесса мойки и обезжиривание состоит в удалении загрязнений с поверхности деталей и переводе их в моющий раствор в виде растворов или дисперсии. Для осуществления мойки и обезжиривания применяют синтетические моющие с
редства (с.м.с.), а при отсутствии водные растворы каустика и кальцинированной соды.
В состав с.м.с. входят поверхностно-активные вещества (п.а.в.) и щелочные добавки….
П.а.в увеличивают смачивающую (поверхность), эмульгирующую
(отрыв жидкой фазы загрязнений),диспергирующую (измельчение загрязнений) и стабилизирующую (способности растворов).
Щелочные добавки повышают эффективность, в качестве щелочных добавок (обычно применяют едкий натр), кальцинированную соду жидкое стекло, метасиликат натрия, тринатрий фосфат натрия, триполефосфат натрия.
Для очистки деталей необходим определенный уровень щелочности
моющего раствора рн 11,5-13. Для струйной мойки в моечных машинах используют «Лабомид 101», «МС 6» 10-20 кг/м при t 70-85c.
К некоторым с.м.с. для струйной мойки относится повышенное пенообразование для его устранения вводят 0,2-0,3% пеногосящих веществ (керосин, дизельное топливо, уайт-спирит)
Для мойки деталей используют моечные машины погруженного типа в которой имеется платформа загруженная деталями и ванна с раствором.
Платформа совершает возвратно-поступательные движения f 1-2 гц 50-200 мм.
Нагар, накипь, и продукты коррозии очищаются механическим или термохимическим методом.
Наиболее совершенным способом является очистка косточковой крошкой которая изготавливается из скорлупы зерен плодов.
Термохимический метод представляет очистку детали в щелочном расплаве (65% едкий натр,30% азотнокислый натрий,5% хлористый натрий) температура расплава 400с.
Для очистки деталей сложной формы используется моечные установки с ультразвуком. Детали загружаются в ванну к стенке которой крепят излучатель ультразвука.
Под действием ультразвука в моющем растворе образуется области сжатия и разрежения в следствии чего возникают гидравлические удары которые получили название кавитация.
Старые лакокрасочные покрытия удаляют в щелочных растворах каустической соды 80-100 кг/м при t 80-90 с.
3. Технология дефектации клапана
3.1 Назначение и конструкция клапана
Клапаны(впускной клапан, выпускной клапан) – детали двигателя, служащие для периодического открывания и закрывания отверстий впускных и выпускных каналов в зависимости от положения поршней в цилиндре и от порядка работы двигателя.
Клапаны расположены в головке цилиндров под углом к вертикальной оси цилиндров. Стальной впускной клапан изготовлен цельным, а выпускной состоит из двух частей, соединённых в заготовке сваркой. Верхняя часть клапана - его стержень - изготовлена из стали, имеющей высокую износостойкость, нижняя часть стержня и головка выпускного клапана сделаны из термостойкой стали.
Уплотнительной поверхности клапанной головки приходится входить в соприкосновение с клапанным седлом до 70 раз в секунду. Возникающие при этом динамические усилия, а также силы клапанных пружин и давление воспламенения представляют собой весьма серьезное испытание для этих деталей.
Особенно сильному нагреву подвергается выпускной клапан: отработанный газ имеет температуру до 800°С. В течение того короткого времени, пока рабочие поверхности входят в соприкосновение друг с другом, необходимо осуществить максимальную передачу тепла с клапанного седла на головку цилиндра.
Конструкция клапана представлена на рисунке 7.
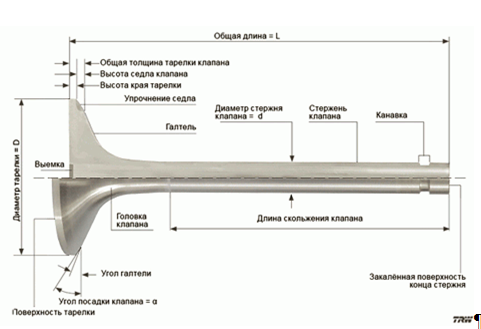
Рисунок 7 - конструкция клапана
3.2 Рабочий чертёж клапана
Рабочий чертёж клапана представлен на рисунке 8.
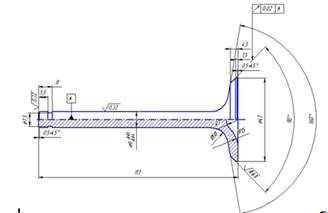
Рисунок 8 - Рабочий чертёж клапана.
3.3 Дефектация клапана
Характерными неисправностями клапанов являются износ и раковины на рабочей фаске клапана, износ и деформация стержней клапанов, износ торца клапана. При дефектации клапанов проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня. Если биение больше допустимого, клапан правят. При износе стержня клапана его отправляют на восстановление. Изношенный торец стержня клапана шлифуют «как чисто» на заточном станке.
Износ рабочей фаски и рабочего торца определяется визуально, деформация стержня проверяется на поверочной плите, износ стержня определяется микрометром.
Все дефекты приведены в таблице 2.
Таблица 2 - Дефекты клапана
|
Поз. |
Дефекты |
Допустимые размеры (мм) |
|
1 2 3 4 |
Износ, риски и раковины на рабочей фаске клапана: Износ стержня клапана: Деформация стержня Износ на торце стержня |
Браковать при глубине повреждения более 0,3 8,94 Допустимая деформация 0,05 Браковать при L менее 116,0 |
4. Восстановление деталей газораспределительного механизма
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением.
Перед нанесением гальванопокрытия стержень клапана Шлифуется на бесцентрово-шлифовальном станке ЗА 184 на глубину 0.1 м. Используются шлифовальные круги ПП500 х 200 х 305 16А 32-П СТ2 6В и ПП300 х 200 ,. 127 16А 16-П СТ2 6В. Режим: скорость резания 40 м/с; подача 0,12 мм/об. При этом обеспечивается шероховатость поверхности, имеющая
Ra= 1,25 мкм.
При хромировании наносится покрытие, обеспечивающее припуск на последующее шлифование не менее 0,05 мм на сторону.
Шлифование хромированного стержня осуществляется на бесцентрово-шлифовальных станках Шлифовальными кругами марок 13А 6-П СМ1 6К5, и 16А 16-П СТ2 6В. Лучшие результат достигаются при использовании шлифовальных кругов из синтетических алмазов АСП25К6-50 при скорости крута 30 м/с. Такая обработка обеспечивает Ra = 0,32 мкм. Для обеспечения качества необходимо проводить двукратное шлифование поверхности.
Торец клапана шлифуется до устранения следов износа на круглошлифовальном станке ЗА161 шлифовальным крутом ГПП600 х 63 х 305 16А 32-П С2 6К5 при скорости 11 м/с. Шероховатость поверхности имеет Ra - 0,32 мкм. На этой же операции осуществляется шлифование фаски стержня клапана.Рабочая фаска клапана шлифуется на специальных станках МШ-197А или МШ-29 шлифовальным кругом ПП400 х 500 у. 203 16А 25-П СТ15 К5 при скорости резания 40 м/с.
Шероховатость поверхности фаски характеризуется Ra = 0,63 мкм.Завершающе операцией механической обработки является полирование стержня клапана.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск