Проектирование технологических процессов изготовления деталей вагонов
Сила трения – сила соприкосновения при относительном перемещении одного тела по поверхности другого под действием внешней силы тангенциально направленной к общей границе между этими телами.
Скорость скольжения – разность скоростей тел в точке касания при скольжении.
Коэффициент трения – отношение силы трения двух тел к нормальной силе, прижимающей эти тела друг к другу.
Трение покоя
– трение двух тел, находящихся в движении относительно друг друга.
Трение без смазочного материала – это трение двух тел при отсутствии на поверхности трения введенного смазочного материала любого вида.
Трение со смазочным материалом – трение двух тел при наличии на поверхности любого смазочного материала.
Трение скольжения – трение движения, при котором скорости тел в течение касания различны по значению или направлению.
Трение качения – трение движения, при котором скорости соприкасающихся тел одинаковы по направлению и значению.
Трение качения с проскальзыванием – трение движение соприкасающихся тел при одновременном трении качения и скольжения в зоне контакта.
|
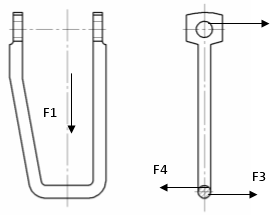
Рисунок 1 – Силы, действующие на подвеску тормозного башмака
На подвеску тормозного башмака действуют силы: сила тяжести F1, сила трения между валиком и отверстием подвески F2 (трение сухое, без смазочного материала, трение скольжения), тормозная сила F3 (динамическая) и сила трения в месте подвешивания тормозного башмака F4 (действует постоянно).
Проанализировав действие всех сил на подвеску тормозного башмака можно сделать вывод, что наибольшему износу подвергается поверхность подвешивания тормозного башмака.
Чертёж подвески представлен в приложении Б.
2 Ремонт подвески тормозного башмака
2.1 Существующий технологический процесс ремонта подвески тормозного башмака
Подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании обнаружены трещины, ремонтировать и ставить на вагон не разрешается; изношенные подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа не менее 22 мм, а по усиленному сечению в углах гиба не менее 26 мм, допускается восстанавливать наплавкой.
Каждая подвеска тормозного башмака подлежит дефектоскопи-рованию в соответствии с руководящими документами по неразрушающе-му контролю деталей вагонов; на проушине изогнутой ветви прошедшей контроль подвески должно быть нанесено клеймо; при постановке нового клейма ранее поставленное клеймо необходимо зачистить, при этом маркировка и клеймо завода-изготовителя на проушине прямой ветви должны быть сохранены; дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после их ремонта.
| |||||
| |||||
| |||||
![]()
|
|
|
|
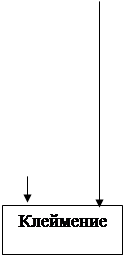 |
Рисунок 2 - Структура технологического процесса ремонта подвески тормозного башмака
3 Изготовление подвески тормозного башмака
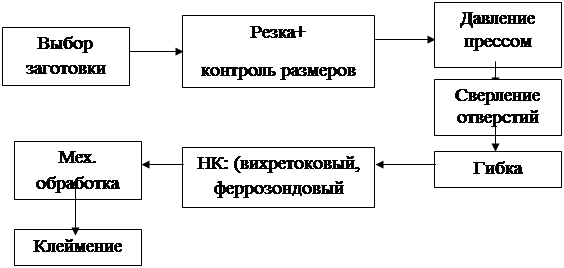
Рисунок 3 - Структура технологического процесса изготовления подвески тормозного башмака
Подвески тормозного башмака изготавливают из прутка стали марки 45 (таблица 1) диаметром 25 мм.
Производство подвески тормозного башмака начинается с нарезки прутка на пресс-ножницах НГ5222. Номинальное усилие пресса 400 кН, мощность электродвигателя 4,8 кВт. После этого концы заготовки расплющиваются ковочным гидравлическим прессом ГОСТ 7284-88 (усилие 5 – 50 МН). Затем на концах заготовки сверлятся отверстия диаметром 32 мм с помощью сверлильного станка 2Н135. Потом заготовку нужно согнуть на универсальном горизонтальном гидравлическом прессе «Хамелеон», производство Италия (усилие 0,22 МН).
В местах гиба заготовки происходит деформация металла: наружные волокна растягиваются, а внутренние сжимаются. Поэтому нужно провести в этих местах контроль дефектоскопом. Если дефектов в заготовке нет, то производится механическая обработка. Если же имеются трещины, то деталь забраковывается. После механической обработки на подвеске ставится клеймо.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск