Технологический процесс ремонта маховика двигателя ЯМЗ-238ФЕ
3.5 Составление плана технологических операций восстановления деталей
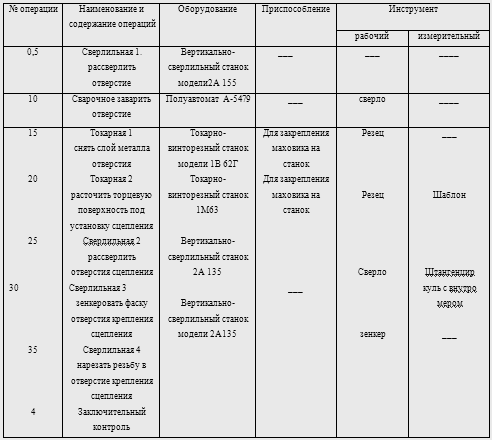
4. Разработка технологических операций ремонта деталей
4.1 Составление развернутого операционного плана
4.1.05. Сверлильная 1.
(рассверлить отверстие крепления маховика )
1.Установить маховик на станок.
2. Рассверлить отверстие.
3. Снять деталь со станка.
4.1.10. Сварочная.
(заварить отверстие крепления маховика).
1.Подготовить поверхность под сварку.
2. Заварить отверстие.
1. 4.1.15. Токарная 1
(снять наплавленный металл отверстия до уровня основного).
1. Установить маховик на приспособление.
2. Установить приспособление с маховиком на станок.
3. Произвести расточку наплавленного металла отверстия крепления маховика.
4. Снять приспособление с маховика.
5. Снять маховик с приспособления.
4.1.20. Токарная 2
(расточить торцевую поверхность под установку маховика).
1. Установить маховик на приспособление.
2. Установить приспособление с маховиком на станок.
3. Расточить торцевую поверхность маховика под установку сцепления.
4. Снять приспособление с маховиком.
5. Снять маховик с приспособления.
4.1.25. Сверлильная 2
(рассверлить отверстие маховика под установку сцепления).
1. Установить маховик на станок.
2. Рассверлить отверстие.
3. Снять деталь со станка.
4.1.30. Сверлильная 3
(зенкерование фаску отверстия крепления маховика).
1. Установить маховик на станок.
2. Зенкерование фаски.
3. Снять маховик со станка.
4.1.35. Сверлильная 4
(нарезать резьбу в отверстии крепления маховика).
1. Установить маховик на приспособление.
2. Установить приспособление на тиски.
3. Нарезать резьбу.
4. Снять приспособление с маховиком.
5. Снять маховик с приспособления.
4.1.40.Заключительный контроль.
4.2 Определение принципов обработки деталей
4.2.05.Сверлильная 1
(рассверлить отверстие под установку маховика).
1.Рассверлить отверстие до диаметра Ø 10 мм.
4.2.10. Сварочная
(заварить отверстие крепления маховика).
1.Заварить отверстие диаметром Ø10мм длиной ℓ =40 мм.
4.2.15. Токарная 1
(снять слой наплавленного металла с отверстий крепления сцепления).
1. Произвести расточку наплавленного металла с отверстия крепления маховика до уровня основного.
4.2.20. Токарная 2
(расточить торцевую поверхность под установку маховика).
1. Расточить торцевую поверхность под установку маховика от диаметра d = 17,2мм до диаметра d =17,5 мм. £ = d d = 17,5 – 17,2 = 0,3 мм при ℓ = 150 мм.
4.2.25. Сверление 2
(рассверлить отверстие маховика под установку сцепления)
1.Рассверлить отверстие под установку маховика до диаметра Ø 6,8 мм.
4.2.30. Сверлильная 3
(зенкеровать фаску отверстия крепления маховика ) .
1.Зенкеровать фаску отверстия крепления маховика под углом 45о на глубину ℓ =2 мм.
4.2.35. Сверление 4
(нарезать резьбу в отверстии крепления маховика).
1. Нарезать резьбу в отверстии крепления маховика.
4.20.40. Заключительный контроль.
4.3 Составление развернутого операционного плана с промежуточными размерами
4.3.05. Сверлильная 1
(рассверлить отверстие крепления маховика).
1.Установить маховик на станок.
2. Рассверлить отверстия с резьбой диаметра Ø 10 мм.
3.Снять деталь со станка.
4.3.10. Сварочная
(заварить отверстие крепления маховика).
1. Подготовить поверхность под сварку.
2. Заварить отверстие диаметром Ø 10 мм длинной ℓ = 40 мм.
4.3.15. Токарная 1
(снять наплавленный металл отверстия до уровня основного).
1. Установить маховик на приспособление.
2. Установить приспособление с маховиком на станок.
3. Произвести расточку наплавленного металла отверстия крепления маховика до уровня основного.
4. Снять приспособление с маховиком.
5. Снять маховик с приспособления.
4.3.20. Токарная 2
(расточить торцевую поверхность под установку маховика).
1. Установить маховик на приспособление.
2. Установить приспособление с маховиком на станок.
3. Расточить торцевую поверхность под установку сцепления от диаметра d = 17,2 мм до диаметра 17,5 мм, £= d – d = 17,5 -17,2 = 0,3 мм при ℓ = 150 мм.
4. Снять приспособление с маховиком.
5. Снять маховик с приспособления.
4.3.25. Сверлильная 2
(рассверлить отверстие маховика под установку сцепления).
1. Установить маховик на станок.
2. Рассверлить отверстие под установку сцепления до диаметра Ø = 6,8мм.
3. Снять деталь со станка.
4.3.30. Сверлильная 3.
(зенкеровать фаску отверстия крепления маховика ).
1. Установить маховик на станок.
2. Зенкеровать фаску отверстия крепления сцепления под углом 450 на глубину ℓ =2мм.
4.3.35. Сверлильная 4
(нарезать резьбу в отверстие крепления маховика).
1.Установить маховик на приспособление.
2. Установить приспособление на тиски.
3. Нарезать резьбу .
4. Снять приспособление с маховиком.
5.Снять маховик с приспособления.
4.3.40. Заключительный контроль.
4.4 Выбор оборудования и технологической оснастки
4.4.05. Сверлильная 1
(рассверлить отверстие крепления маховика).
Оборудование:
Вертикально-сверлильный станок модели 2 А 135.
Техническая характеристика:
1. Наибольший диаметр сверления, мм -35.
2. Наибольший ход шпинделя, мм -225.
3. Вылет шпинделя, мм -300.
4. Ход салазок шпинделя, мм -200.
5. Число оборотов шпинделя в минуту : 68 ;100;140;195;275;400;530;750;1100.
6. Подачи шпинделя в мм/об : 0,115;0,15;0,2; 0,25;0,32;0,43;0,57;0,725;0,96;1,22.
7. Рабочая поверхность стола 450х500 мм.
8. Мощность электродвигателя, кВт =4,5.
9. Габаритные размеры станка, мм от 1240 х 810 х 2560.
10. Масса станка, кг - 1550.
4.4.10. Сварочная
(заварить отверстие крепления маховика).
Оборудование:
Полуавтомат А-547 У (проволока ПАНИ-11).
4.4.15. Токарная 1.
( снять наплавленный металл с отверстия до уровня основного).
Оборудование:
Токарно-винторезный станок модели 1М 63.
Техническая характеристика:
1.Наибольший диаметр обрабатываемой детали
над станиной , мм ,630
над суппортом, мм, 350
2. Наибольший диаметр круга, обрабатываемого в патроне, мм, -65.
3. Расстояние между центрами, мм,1400.
4. Шаг нарезаемой резьбы, мм, 192.
5. Диаметр отверстия шпинделя, мм 70.
6. Метрический конус отверстия шпинделя, мм, 80.
7. Наибольшее перемещение суппорта продольного, мм, 350.
8. Наибольшее перемещение суппорта поперечного, мм, 110.
9. Наибольшее перемещение верхних салазок, мм – 200.
10.Сечение державочной части резца , мм, 30 * 40.
11.Конус морзе отверстия, мм, - 5
12.Число оборотов шпинделя в минуту – 10;12,7;16,5;20,4;25,5;59,9;40,8;51,0;
63,7;79,7;102;128;163;206;255;319;408;510;635;816;1020;1250. 13 Продольная подача суппорта , в мм на один оборот шпинделя, - 0,070,074;0,084;0,097; 0,11;0,12;,013;0,14;0,15;0,17;0,195;0,21;0,23;0,26;0,28;0,3;0,34;0,39;0,43;0,47;0,52;0,57;0,61;
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск