Разработка технологического процесса ремонта топливного насоса высокого давления автомобиля КамАЗ-5320 и приспособления для опрессовки плунжерных пар
– к дефектам плунжера относят выкрашивание металла на кромках винтового паза, износ кромок паза, задиры и царапины на рабочей поверхности, износ рабочей поверхности и трещины. Искажение геометрии плунжера выявить миниметром с точностью до 0,001 мм при установке его стрелки на нуль по исходному образцу или калибром в виде конусной втулки;
– величину зазора в плунжерной паре проверить на опре
ссовочном стенде с падающим грузом. Перед испытанием детали пары тщательно промыть в профильтрованном дизельном топливе. Плунжерную пару установить в гнездо стенда, плунжер – в положение максимальной подачи. Надплунжерное пространство заполнить профильтрованным дизельным топливом. Установить на торец втулки уплотнительную пластину, зажав ее винтом, затем отпустить защелку груза. Под действием его через зазор в паре постепенно начинает выдавливаться топливо, и чем больше зазор, тем быстрее. Величина нагрузки на плунжер должна соответствовать величине давления топлива 195–205 кгс/см2. Полное поднятие плунжера до момента отсечки под действием нагрузки, сопровождаемое выжиманием топлива через зазоры между втулкой и плунжером, должно происходить не менее чем за 20 с. Если время поднятия плунжера до отсечки превышает 40 с, то установить смоченную профильтрованным дизельным топливом плунжерную пару в вертикальное положение на торец втулки, предварительно подложив лист чистой бумаги. После пятиминутной выдержки при поднятии пары за хвостовик плунжера втулка должна опускаться с плунжера под действием собственной массы;
– толкатель плунжера установлен в отверстие корпуса насоса с номинальным зазором 0,025–0,077 мм. Предельно допустимый зазор при эксплуатации 0,20 мм. Замерить наружный диаметр толкателя плунжера микрометром или скобой размером 30,91;
– в узле ролик толкателя – втулка ролика – ось ролика основным дефектом является износ сопрягаемых поверхностей. Номинальный суммарный зазор 0,029–0,095 мм, предельно допустимый 0,30 мм (замерить индикаторной головкой). Если износ превышает указанный предел, толкатель разобрать и отремонтировать; при этом замеры производятся раздельно.
Предельно допустимый зазор в соединении ось ролика – втулка ролика при износе поверхностей – 0,12 мм, в соединении втулка ролика – ролик толкателя – 0,18 мм. Наружные поверхности деталей замерить микрометром, внутренние – нутрометром с индикатором.
При повторной сборке толкателя сохранить величину исходного натяга (0,005–0,031 мм) в соединении ось ролика толкателя – толкатель плунжера по отверстию, в которое запрессовывается ось ролика.
Величину исходного натяга обеспечить подбором оси ролика по отверстию в корпусе толкателя из разных комплектов. Предельно допустимый наружный диаметр ролика толкателя – 19,90 мм при номинальном диаметре 19,955–20,000 мм;
– на поверхности кулачкового вала не допускаются выкрашивание металла, задиры, срывы резьб, следы коррозии. Предельно допустимая высота профиля кулачка должна быть не менее 41,7 мм при номинальной высоте 41,95–42,05 мм. Замеры производить скобой 41,7;
– диаметр шейки под внутренние кольца подшипников должен быть не менее 20 мм при номинальном диаметре 20,002–20,017 мм, натяг по уплотняющей кромке манжеты – не менее 0,50 мм;
Нагнетательный клапан в сборе с седлом изготавливают из стали ШХ -15.
– основные дефекты нагнетательного клапана: риски, задиры, следы износа и коррозия на конусных поверхностях, на направляющей поверхности и на торце седла, на разгрузочном пояске клапана устраняют притиркой на плите притирочными пастами; при этом седло клапана крепят в цанговой державке за резьбовую поверхность; шероховатость торцовой поверхности седла должна составлять Ra 0,16 мкм, а направляющего отверстия и уплотняющего конуса Ra 0,08 мкм; после подбора и притирки клапанную пару не обезличивают; отсутствие заедания клапана в седле определяется его свободным перемещением под действием собственного веса в разных положениях по углу поворота после выдвижения клапана из седла на 1/3 длинны;
– на поверхности нагнетательного клапана не допускаются трещины, вмятины, следы коррозии. Износ клапана проявляется в потере герметичности по уплотняющему конусу и в заедании клапана в седле. Для обнаружения дефектов используйте лупу десятикратного увеличения. При потере герметичности притрите совместно седло и клапан по конусу пастой с размером зерна не более 3 мкм, при заедании клапана в седле детали промыть дизельным топливом. Если заедание не устраняется, пару заменить;
– предельно допустимый зазор в сопряжении палец рычага реек – паз рейки составляет 0,18 мм при номинальном зазоре 0,025–0,077 мм, предельно допустимый зазор в сопряжении ось поводка поворотной втулки 10 (см. рис. 8) – паз рейки топливного насоса равен 0,3 мм при номинальном зазоре 0,117–0,183 мм. Для замера пазов применять нутро-метр.
Основные дефекты деталей регулятора частоты вращения и способы их устранения:
– заменить верхнюю и заднюю крышки регулятора при наличии на них трещин. Если засорен сетчатый масляный фильтр, в задней крышке регулятора продуть сетку сжатым воздухом. Если фильтр имеет дефекты, заменить его. Эксплуатационный расход масла через фильтр должен быть не менее 1,6 л/ч при давлении 1–3 кгс/см2;
– для определения пригодности к дальнейшей эксплуатации державку грузов регулятора в сборе с грузами осмотреть и измерить без разборки, так как при выпрессовке детали могут быть повреждены и может нарушиться спаренность грузов, которые подобраны с разницей статического момента не более 2 кг/см2.
Частичную или полную разборку узла производить только при износе, превышающем допустимый, или при разрушении деталей.
Зазор между рычагом пружины регулятора и осью рычага, запрессованной в корпус насоса, не должен превышать 0,3 мм. Увеличение длины пружины регулятора допускается в процессе эксплуатации до 59,5 мм при номинальной длине 57–58 мм.
Основные дефекты деталей насоса низкого давления и ручного топливоподкачивающего насоса и способы их устранения:
– насос низкого давления и ручной насос заменить при наличии трещин на корпусе, изломов, механических повреждений, коррозии, ведущей к потере подвижности сопрягаемых деталей;
– особое внимание обратить на состояние узла шток–втулка насоса низкого давления, так как от величины износа в сопряжении зависит количество перетекаемого топлива в полость кулачкового вала. Зазор в указанном сопряжении не должен превышать 0,012 м. Величину зазора проверить, не извлекая втулки из корпуса насоса, путем определения времени падения давления воздуха от 5 до 4 кгс/см2 в аккумуляторе объемом 30 см3.
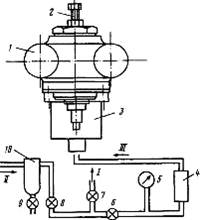
Рисунок 6 – Схема установки для испытания пары шток-втулка: 1 – корпус насоса; 2 – ограничитель перемещения штока; 3 – соединитель для подвода воздуха к корпусу насоса; 4 – воздушный аккумулятор; 5 – манометр; 6, 7, 8. 9 – краны; 10 – масловлагоотделитель; / – в атмосферу; // – из системы; /// – к насосу.
Установить корпус насоса в приспособление, заполнить аккумулятор сжатым воздухом до давления не менее 5,5 кгс/см2, герметично отключить его от магистрали сжатого воздуха и замерить время, в течение которого произойдет падение давления в аккумуляторе от 5 до 4 кгс/см2. Полученное время сравнить с аналогичными показаниями плотности эталонной прецизионной пары, имеющей зазор в сопряжении 0,012 мм. Пару заменить или отремонтировать, если плотность у нее меньше эталонной.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск