Ремонт крана мостового грузоподъемностью 5т. Ремонтируемый узел – механизм подъема
Долгое время на ремонтных предприятиях моющими средствами были каустик и кальцинированная сода. Но более эффективными оказались синтетические моющие средства типа Лабомид и МС на основе поверхностно-активных средств и щелочных добавок.
Поэтому для наружной мойки узла в качестве моющего средства применяется Лабомид-101, состоящий из кальцинированной соды, триполифосфата натрия, жидкого стекл
а и различных поверхностно-активных веществ, в концентрации от 10 до 30 г/л. при умеренном пенообразовании в любых машинах струйного типа. В качестве моющей машины выбирается ОМ-5369, которая представляет собой четырехколесную тележку, на которой помещён насос высокого давления, его привод, устройства для нагрева воды, подачи моющих средств, автоматики и защиты.
На рисунке 7 показана схема гидравлической моющей машины.
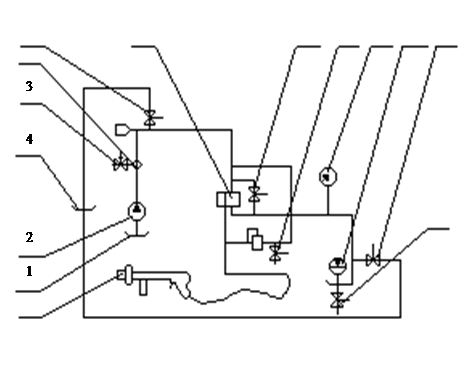
Рисунок 6
Принцип действия машины ОМ – 5369 (рисунок 6) заключается в следующем: вода из водопровода через поплавковую камеру 1 подается подкачивающим насосом 2 в теплообменник 5, в котором она нагревается до температуры t = 30 – 80°С. При необходимости вода смешивается из бака 4 и через гидромотор 13 подаётся на очищаемую поверхность. Воду с раствором подаётся под давлением 10 МПа. Оно контролируется по манометру 9. Производительность машины 40-60 м2/г, расход воды 1000 л/ч.
Для мойки деталей в качестве моющего средства выбирается Лабомид-203, который содержит те же компоненты, что и Лабомид-101, но в другом соотношении и предназначен для очистки деталей методом погружения в погружных моечных машинах, при концентрации раствора от 25 до 35 г/л.
В качестве погружной моечной машины выбирается тупиковая погружная моечная машина ОМ-14251, которая служит для очистки или ополаскивания деталей. Машина представляет собой ванну, в которую в корзине опускают детали и после очистки вынимают из неё. Размеры очищаемых деталей 1![]() 1
1![]() 1 м. производительность машины 4 т/ч.
1 м. производительность машины 4 т/ч.
После выдержки детали проливаем водой при помощи машины ОМ-5369.
1.5. Контроль, сортировка и дефектация деталей ремонтируемого узла. Составление ведомости дефектации.
После мойки детали поступают на контроль и сортировку, где определяется их пригодность для дальнейшего использования или ремонта. Результаты контроля и сортировки деталей заносят в ведомость дефектации, которая является основным документом для составления технологической документации, заказа и сметы на производство ремонта узла.
Вначале визуально, наружным осмотром выявляются внешние дефекты: риски, забоины, трещины, задиры, поверхностные дефекты сварных и заклепочных соединений. Проверкой на ощупь определяется износ и смятие ниток резьбы на деталях, легкость проворачивание элементов качения роликовых и шариковых подшипников в обоймах, легкость перемещения шестерен по шлицевым валам, наличие усталостных раковин и шелушений на зубьях шестерен и элементах подшипников качения.
Затем постукиванием выявляется плотность посадки штифтов в корпус и крышках и наличие трещин, которые нельзя обнаружить осмотром.
После этого с помощью универсальных измерительных инструментов определяется отклонение сопряжений от заданного размера, от плоскости, формы, профиля и так далее. Для этих целей используются штангенциркуль, проверочные плиты, линейки и целый ряд других измерительных приборов.
Поэтому с помощью жесткого предельного инструмента выявляется износ деталей с цилиндрическими рабочими наружными и внутренними поверхностями, а также деталей с фасонными поверхностями. Для этих целей используются жесткие шаблоны скобы и пробки.
Для определения скрытых дефектов используется магнитопорошковый метод.
Годные для дальнейшей эксплуатации детали маркируются зеленой краской, требующие ремонта - желтой, и негодные - красной. Годные детали направляются на комплектацию и далее на сборку, требующие ремонта на склад деталей, ожидающие ремонта, и далее на соответствующие участки для восстановления, а негодные - на склад утиля.
Ведомость дефектации деталей сборочных единиц - является основным документом для составления технологической документации, заказа и сметы на производство ремонта узла.
В ведомости дефектации указывают основные дефекты, номинально допустимое значение размеров и измеренное, а также измерительный инструмент, количество деталей требующих замены или восстановления.
Ведомость дефектации деталей сборочных единиц смотреть приложение А.
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1. Выбор метода ремонта деталей узла. Технологический процесс ремонта.
Под методом ремонта понимают форму организации труда, принятые при ремонтных операциях. В настоящее время наибольшее распространение получили два метода ремонта строительных машин: обезличенный, не обезличенный, узловой.
Сущность обезличенного метода ремонта заключается в том, что в процессе разборки и дефектаций деталей машин одной марки обезличиваются (т.е. теряется принадлежность деталей к определенной машине), а отремонтированные детали комплектуются для обезличенных элементов. Из них затем собирают машины, причём операции подгонки деталей, сводятся до минимума.
Разновидностью обезличенного метода ремонта является агрегатный метод. При нём снятые с машины элементы направляют в ремонт, а на машину тут же устанавливают другие. Заранее отремонтированные или полученные из оборотного фонда.
Разновидностью индивидуального метода ремонта является детальный метод, при котором заменяют несколько агрегатов или отдельные детали, вышедшие из строя.
При методе периодической замены ремонтных комплектов (ПЗРК), совместно заменяют несколько агрегатов. Их объединяют в комплекты и устанавливают периодичность замены.
Для него характерна установка отремонтированных деталей и сборочных единиц на ту же машину, с которой они были сняты. Следовательно, машина находится в ремонте до тех пор, пока на неё не поставят все снятые и отремонтированные детали.
Такой ремонт выполняется универсальными или специализированными бригадами. В первом случае бригада рабочих проводит на разборочно-сборочные, так и ремонтные работы и должна иметь необходимые приспособления, инструмент и запасные части для восстановления работоспособности всех элементов машин. При этом каждый член бригады участвует в выполнении всего комплекса ремонтных работ, что требует высокой квалификации.
При выполнении ремонта специализированными бригадами разборочно-моечные работы проводятся одной бригадой; а ремонтные другими, специализированными по ремонту определенной группы элементов близких по технологическим и конструктивным признакам. Ремонт проводят на определенных специализированных постах, которые обеспечены приспособлениями. Инструментом и запасными частями, необходимыми для ремонта только данной группы элементов. Отремонтированные детали и сборочные единицы возвращаются обратно в разборочно-сборочное отделение и устанавливаются на машину, с которой они были сняты.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск