Совершенствование производства секции 3 блока 2 заднего буфета самолета ТУ-204
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Анализ служебного назначения
1.2 Обоснование конструктивных изменений
1.3 Разработка технологического процесса изготовления сотовых панелей
1.4 Оценка технологичности объекта сборки
1.5 Экономическое обоснование
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Разработка выклеечной технол
огической оснастки
2.2 Этапы проектирования выклеечной формы
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Общей тенденцией в развитии авиационной техники является стремление к повышению её эффективности по основным технико – экономическим показателям: качеству и количеству, срокам освоения и эксплуатации, производительности и себестоимости изделий. Оптимизация производства и технологической подготовки производства на авиационных предприятиях является одним из наиболее важным. Это заключается в разработке большого числа технологической и конструкторской документации, в изготовлении и отладке специальной и специализированной технологической оснастки, в организации выполнения технологических процессов.
Задачей курсового проекта является совершенствование производства секции 3 блока 2 заднего буфета самолета Ту-204.
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Анализ служебного назначения
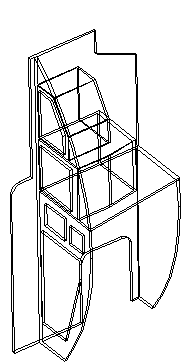
Секция 3 блока 2 заднего буфета является частью интерьера кухни самолета ТУ-204-100.
Секция 3 блока 2 заднего буфета представляет собой, панели секции соединены между собой профилями (уголками, шипами). Профили крепятся к сотовым панелям при помощи винтов по втулкам, установленным в панелях на клее ВК-9.
Секция 3 блока 2 заднего буфета представлена в графической части
Для обеспечения выполнения взаимозаменяемости и высокого качества отделки интерьера изделия 204 к деталям и агрегатам пассажирского и бытового оборудования предъявляются повышенные требования по качеству исполнения, качеству и цвету поверхности, сборке и монтажу, условиям транспортировки и хранения.
1.2 Обоснование конструктивных изменений
На наружных поверхностях деталей и агрегатах бытового оборудования не должно быть забоин, рисок, вмятин и нарушений защитных и декоративных покрытий. Наружная поверхность деталей и агрегатов бытового оборудования должна соответствовать по качеству эталонному образцу.
Лицевая (наружная) поверхность сотовых панелей должна быть ровного, гладкого, без наплывов связующего, волнистых выступающих складок и ступенек.
Лицевую поверхность перед обтяжкой пленкой или окраской шпаклевать тонким слоем пасты ВПЗ-9 до перекрытия текстуры ткани и отпечатков сот.
Допускаемый прогиб или закрутки панели не должны превышать 3 мм по всей длине панели, но не менее 1 м.
Допустимая волнистость по обшивкам не должна превышать 0,5 мм на 500 мм длины панели.
Установку крепежных элементов в панель сотовую производить по специальной оснастке обеспечивающей взаимозаменяемость устанавливаемых агрегатов и перпендикулярность к плоскости панели.
Все виды обработки, в том числе предварительная подгонка, сверление, зенкование отверстий должны производиться до декоративной отделки деталей и агрегатов.
Материал облицовки (декоративная пленка) определенного цвета и рисунка для одного изделия должен быть подобран из одной партии. Разнотонность в пределах одной партии не допускается.
На панелях, оклеенных декоративной пленкой, не допускаются дефекты в виде: морщин, складок, бугорков, пузырьков, царапин, мятых и порванных участков, следов клея.
Все детали, имеющие декоративные поверхности должны подаваться на сборку с защищенными от повреждений поверхностями при помощи бумаги, пленки или смываемого лака.
Стыки декоративных профилей и окантовок должны быть выполнены без зазора. Допустимый зазор на отдельных участках стыка не должен превышать 0,1 мм. Ступеньки на стыках по высоте и ширине не должны быть более 0,2 мм.
Ступеньки на стыках панель в закрытом положении не должны быть более 0,2 мм.
При установке профилей и окантовок на панелях, створке, имеющих декоративное, профили и окантовки на видимых местах должны устанавливаться плотно на декоративное покрытие. Допустимый зазор не должен быть более 0,3 мм.
При сборке следить за сохранностью декоративных и гальванических покрытий. При наворачивании винтов не допускается нанесение царапин и повреждений покрытий вокруг их головок.
При установке винтов на декоративных профилях и облицовках не допускается появление вмятин от чрезмерной затяжки.
Выступание потайных головок винтов и заклепок на декоративных элементах не допускается. Допускается утопание головок не более чем на 0,1 мм.
Транспортировка декоративных агрегатов производится в специальных приспособлениях с мягкой подложкой, исключающей повреждения агрегатов.
Ресурс деталей и агрегатов интерьера должен соответствовать ресурсу до первого капитального ремонта основного изделия с дефекацией состояния по внешнему виду на последующий срок службы.
Проблемной в конструкции является сверление отверстий под втулки которые сверлятся и зенкеруются в сборочном приспособлении кухонной секции, с применением ручного пневмо-инструмента. В рамках курсового проекта были внесены изменения в конструкцию, где предлагается сверлить отверстия по шаблону на выклеечной технологической оснастки. Также была построена 3D модель выклеечной технологической оснастки для изготовления панели секции.
1.3 Разработка технологический процесса изготовления сотовых панелей
Полуфабрикат – выложенная из крепежа на поверхность ВФ авиационная конструкция, не прошедшая этапа отверждения.
Этапы изготовления полуфабриката:
1. Подготовка ТО.
2. Раскрой крепежа на заготовки.
3. Выкладка заготовок крепежа на поверхность ТО, в соответствии с чертежом.
4. Предварительное формование (уплотнение полуфабриката конструкции из ПКМ).
Подготовка ТО начинается с очистки рабочей поверхности ВФ, т.к. ТО является О многоразового использования очистка идет от остатков клея, связующего и др.
При наличии царапин и вмятин, выравнивание производится с использованием выравнивающей пасты ВП-2. Конечным этапом является доведение до определенной степени шероховатости. Требуемая шероховатость оснастки на класс выше изготавливаемой панели (если R=40, то на ВФ R=20).
Затем производится нанесение антиадгезионного покрытия. Оно необходимо для исключения прилипания конструкции к оснастке. Применяются два вида покрытий:
а). пленочные (полипропиленовая tраб=1300С, фторопластовая tраб=2000С);
б). жидкостные (герметик КЛТ-30, tполимериз=15-300С, смазка К-21, tполимериз=200-2200С).
Подготовку ТО необходимо производить непосредственно перед изготовлением полуфабриката. Это делается или в тот, или в предшествующий день.
Раскрой препрега – изготовление из непрерывной ленты заготовок для монослоев, образующих полуфабрикат конструкции. Операция заготовок разделяется на:
1. Разматывание бобины препрега.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск