Очистка сточных вод целлюлозно-бумажной промышленности с использованием расходомеров
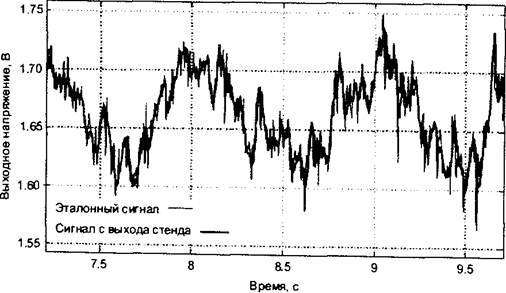
Исследование модели стенда проводилось с эталонными сигналами, соответствующими диапазону реальных скоростей жидкости в трубопроводе от 0,1 до 4 м/с (от минимального до номинального). Выяснилось, что стенд воспроизводит эталонный сигнал со всеми его особенностями с высокой точностью. Пример осциллограммы входного и выходного сигналов приведен на рис. 3.
В качестве критерия работы стенда был
принят показатель динамической погрешности. Динамическая погрешность определялась как отношение разности действующих значений входного и выходного сигналов к действующему значению входного. В рассмотренном случае погрешность воспроизведения не превышала 2 % во всем исследуемом диапазоне.
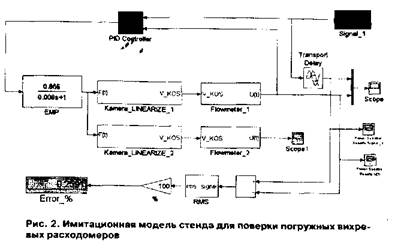
Полученная в ходе разработки стенда математическая модель в виде имитационной модели в среде Simulink пакета Matlab позволит в ходе дальнейшей работы решить несколько задач:
- оптимизировать настройки регулятора электропривода стенда;
• исследовать влияние на работу стенда его конструктивных характеристик и выбрать наиболее оптимальные;
• исследовать влияние допусков изготовления деталей стенда, например его камер, на погрешность воспроизведения эталонного сигнала;
• выявить особенности работы стенда на различных технологических жидкостях, например волокнистой суспензии различной концентрации, оборотной воде, сточных водах;
• отработать методику испытаний расходомеров.
Таким образом, предлагаемый подход к технологическим испытаниям приборов совместно с моделированием работы отдельных узлов и испытательного оборудования в целом позволяет выйти на новый уровень проектирования, испытаний и эксплуатации данного вида расходомеров в целях улучшения экологической обстановки на предприятиях ЦБП.
Глава 3. МАТЕРИАЛЫ С ПРИМЕНЕНИЕМ ГИДРОЛИЗНОГО ЛИГНИНА И ОТХОДОВ ЦЕЛЛЮЛОЗНО-БУМАЖНОГО ПРОИЗВОДСТВА
загрязнение атмосфера гидросфера сточный вода
Применение гидролизного лигнина. Предприятия строительных материалов, расположенные вблизи гидролизных заводов, могут утилизировать лигнин — один из наиболее емких отходов лесохимии.
Гидролизный лигнин получают при переработке древесины хвойных и лиственных пород гидролизом разбавленной серной кислотой. Выход лигнина в зависимости от вида древесины составляет 17—32%, его образуется ежегодно около 5 млн. т.
Гидролизный лигнин представляет собой природное высокомолекулярное вещество с разветвленными макромолекулами, образовавшимися при полимеризации спиртов ароматического ряда. Он имеет молекулярную массу около 11 000, нерастворим в воде и органических растворителях. Этот рыхлый продукт с размером кусков до 40 см имеет коричневый цвет и влажность до 70%. При нагревании до температуры 400—600 °С в парогазовой среде он распадается с выделением 40—50% угля (полукокса), 13—20% смолы, 15—30% надсмольной воды, небольшого количества жидких (ацетона, метилового спирта) и газообразных продуктов (СО, С02, этилена).
Сейчас сложились следующие основные направления применения гидролизного лигнина: как топливно-выгорающей добавки в производстве керамических материалов; заменителя опилок в строительных изделиях; сырья для получения феноллигниновых полимеров; пластификатора и интенсификатора измельчения.
Опыт работы ряда кирпичных заводов позволяет считать лигнин эффективной выгорающей добавкой. Он хорошо смешивается с другими компонентами шихты, не ухудшает ее формовочных свойств и не затрудняет резку бруса. Его применение наиболее продуктивно при сравнительно небольшой карьерной влажности глины.
Запрессованный в сырец лигнин при сушке горит. Горючая часть лигнина полностью улетучивается при температуре 350—400 °С, зольность составляет 4—7%. Для обеспечения кондиционной механической прочности обыкновенного керамического кирпича лигнин следует вводить в формовочную шихту в количестве до 20—25% ее объема. Обладая высокой дисперсностью, лигнин не требует, в отличие от большинства других видов выгорающих добавок, измельчения.
При использовании обычных древесных опилок в кирпиче часто образуются крупные незамкнутые поры. Причиной их появления является то, что такие многозольные добавки как сланцы, бурый уголь, изгарь, не сгорают полностью из-за трудного доступа воздуха в заполненные золой поры кирпича, а использование лигнина в сочетании с этими добавками устраняет или ослабляет эти недостатки.
Лигнин может быть использован как порообразующая добавка в производстве теплоизоляционных и легких конструкционных керамических изделий. Также он может применяться вместо опилок в производстве аглопорита. При введении лигнина улучшаются гранулометрический состав шихты (она более интенсивно и равномерно спекается) и условия охлаждения аглопорита на агломерационной машине. Добавка лигнина, увеличивая газопроницаемость шихты, тем самым снижает разрежение в вакуум-камерах ленточной агломерационной машины на 200—400 Па. Введение в шихту лигнина увеличивает пористость готового продукта за счет образования мелких замкнутых пор с тонкими перегородками, что позволяет снизить среднюю плотность аглопоритового щебня на 150—180 кг/м3, уменьшить расход угля на 20—25% и одновременно повысить приведенную прочность (отношение прочности к квадрату средней плотности).
Доказана возможность применения лигнина в качестве заполнителя ксилолитовых плит и других изделий.
Гидролизный лигнин может быть использован в дорожном строительстве в качестве наполнителя асфальтовых бетонов и сырья для производства лигниновых вяжущих. Асфальтовый бетон, наполненный лигнином, по основным показателям не уступает бетону, наполненному известняковым порошком.
Лигниновые вяжущие состоят из двух компонентов: жидкой углеводородной фракции и продукта крекинга в ней — гидролизного лигнина. Термический распад лигнина происходит при 300—310 °С. В зависимости от вида жидкого компонента и его вязкости соотношение между лигнином и углеводородной фракцией находится в пределах 1:2—1:7,5.
В основе технологии лигниновых вяжущих ( 4.8) лежит способ модификации жидкой углеводородной фракции продуктами термического распада лигнина. В зависимости от вида жидкого компонента и его вязкости соотношение между лигнином и углеводородной фракцией находится в пределах от 1:2 до 1:7,5.
Технология лигнинового вяжущего включает следующие операции: обезвоживание части каменноугольной смолы (25—35%) в специальном котле при нагреве до 240 °С; подачу смолы в реактор и разогрев ее до 300—310 °С; загрузку лигнина в реактор и нагрев смеси до 310 °С при перемешивании; крекирование лигнина при 310—320 °С в течение 1 ч; диспергирование продукта крекинга путем перекачки насосом в течение 15—20 мин; подачу в реактор остальной части каменноугольной смолы, разогретой до 90—110 °С, и смешивание ее с продуктом крекинга; перекачку вяжущего в котел и перемешивание его с конденсатом, собранным при разогреве смолы и крекинге лигнина.
Для производства дорожных вяжущих предложено нагревать гидролизный лигнин в растворителе при температуре 310—320 °С в течение 50—60 мин при хорошем перемешивании. В качестве растворителей для этого процесса могут служить каменноугольные дорожные маловязкие дегти, смолы, нефтяные гудроны, мазут, сланцевые смолы, смолы пиролиза нефтяных фракций, отходы лавсанового производства. В зависимости от вида растворителя и его вязкости соотношение между количествами лигнина и растворителя находится в пределах от 1:2,9 до 1:7,5. Количество растворителя выбирается таким, чтобы температура размягчения продукта термопластификации была не выше 140-160 °С.
Другие рефераты на тему «Экология и охрана природы»:
Поиск рефератов
Последние рефераты раздела
- Влияние Чекмагушевского молочного завода на загрязнение вод реки Чебекей
- Влияние антропогенного фактора на загрязнение реки Ляля
- Киотский протокол - как механизм регулирования глобальных экологических проблем на международном уровне
- Лицензирование природопользования, деятельности в области охраны окружающей среды и обеспечения экологической безопасности
- Мировые тенденции развития ядерной технологии
- Негативные изменения состояния водного бассейна крупного города под влиянием деятельности человека
- Общественная экологическая экспертиза и экологический контроль