Приоритетные пути развития и реализации новых технологий, отвечающих требованиям промышленной экологии
Технико-экономический эффект от использования разработанного способа подготовки шихт выражается в увеличении производительности процесса компактирования в 1,2-1,5 раза, а процесса стекловарения на 23-40%. Летучесть щелочных соединений в процессе варки шихты уменьшилась на 1,6-5,3%, а запыленность атмосферы снизилась в 2,4-7,5 раза. Одновременно снизился расход топлива в среднем на 20%. Выход
годной продукции увеличился на 5-7%. Неоднородность стекломассы уменьшилась со 150-180 А до 120 А.
Техника вторичной переработки твердых силикатных отходов
На основе разработанного алгоритма созданы и предлагаются к реализации новые процессы и аппараты, технологические комплексные линии и изделия, направленные на защиту биосферы и человека от воздействия отходов стекла, образующихся как в промышленном, так и коммунально-городском секторах экономики.
По предложенной классификации отходов выявлены на примере московского и владимирского регионов приоритетные направления экобиозащит-ных технологий, которые успешно апробированы и реализуются в промышленном масштабе.
Первая технология - получение из стеклобоя порошков с максимальным размером до 800 мкм. Процесс заключается в термообработке и резком охлаждении нагретого боя. За счет эндоудара происходит изменение структуры отходов с последующим их самоизмельчением.
Все стадии процесса протекают в одном аппарате. Технология отличается компактностью и экологической безопасностью.
Вторая технология - получение из стеклобоя также различного происхождения расплава с последующей его грануляцией до размеров 2-5 мм. Реактор для переплавки снабжен двойным сводом, в котором размещен рекуператор. Установка отличается высокой производительностью и отвечает требованиям современных малоотходных производств.
Область использования: полученные порошки и гранулы повторно используют в процессах стекловарения или в качестве дешевых наполнителей различного вида в производстве стройматериалов, дорожных работах и др.
Учитывая специфические свойства стеклянных отходов, предложена третья технология - полученные по первым двум технологиям порошки и гранулы перерабатывают в камере-формователе в уникальные микроизделия: светоотражающие шарики размером до 650 мкм и пустотелые сферы - до 200 мкм. Технические преимущества нового материала - низкая себестоимость по сравнению с отечественными и зарубежными аналогами, так как не требуется подготовки специальных компонентов и стекломассы.
Область использования: на базе полученных микроизделий разработан ряд товарной продукции - лакокрасочные и антикоррозионные покрытия, светоотражающие мастики и специальная термоизоляция, выпуск которых налажен на российских предприятиях.
Основные технические характеристики микроизделий
|
Шарики |
Полые сферы |
|
Плотность 2,50-2,55 г/см3 Состав стекла: натрий-кальций-силикатный; боросиликатный и др. Показатель преломления 1,52-1,54 Твердость (по Моосу) 5-6 ед. Температура размягчения 650-730 °С |
Плотность - 0,24-0,40 г/см3 Кажущаяся плотность - 0,11-0,35 г/см3 Коэффициенты заполнения объема (КЗО) - 55-64 Плавучесть - больше 92% Изостатическая прочность - 5-10 МПа |
Перспективным является использование микроизделий в качестве абразивного материала для автомобилестроения и наполнителя лечебно-ожоговых и противопролежневых кроватей.
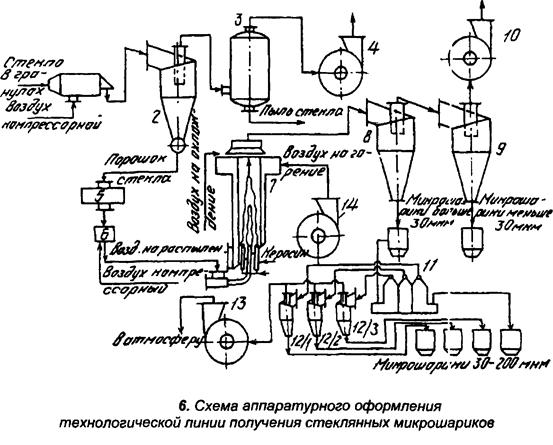
На рис. 6. изображена схема аппаратурного оформления технологической линии получения стеклянных микрошариков. В состав основного оборудования для получения микрошариков входят измельчитель стеклогранулята со встроенным воздушно-механическим классификатором 1, сепаратор-циклон 2 для отделения от потока воздуха измельченных частиц стекла, направляемых в дальнейшем на формование микрошариков, рукавный фильтр 3 для отделения стеклянной пыли и очистки сбрасываемого воздуха в атмосферу, вентилятор 4, обеспечивающий газодинамический режим работы измельчителя и сепараторов, питатель микрошариков стекла 5, воздушный эжектор 6, печь формования микрошариков 7, сепаратор-циклон 8 для отделения основной массы сферических частиц от газовоздушного потока, сепаратор 9 для выделения микрошариков маленького размера, классификатор виброкипящего слоя 11 с сепараторами 12.1-12.3, хвостовые вентиляторы 10, 13, обеспечивающие газодинамические режимы работы соответственно печи формования и классификатора виброкипящего слоя.
Процесс изготовления стеклянных микрошариков осуществляется следующим образом. Исходный стеклогранулят загружается в измельчитель с встроенным классификатором 1, в котором происходит его измельчение и предварительная классификация частиц стекла по размерам. Из классификатора порошок стекла потоком воздуха уносится в первый сепаратор 2, в бункере которого осуществляется сбор стеклопорошка, направляемого далее в печь формования. Поток воздуха после отделения основной массы частиц стекла в сепараторе 2 направляется в рукавный фильтр 3, в котором осуществляется эффективная очистка газовоздушного потока перед выбросом в атмосферу. Стеклянный порошок из бункера сепаратора 2 транспортируется в бункер питателя 5, из которого с помощью воздушного эжектора 6 поступает в пневмотранспортную систему 14. Транспортирование порошка в печь формования 7 осуществляется потоком сжатого воздуха, нагреваемого отходящими газами в спиральном теплообменнике 15, установленном в верхней части печи формования. Отформованные микрошарики охлаждаются в потоке газов за счет подсоса холодного атмосферного воздуха в верхней части печи формования. Отделение отформованных микрошариков от газовоздушного потока осуществляется последовательно в первом сепараторе 8 и втором сепараторе 9, причем во втором сепараторе происходит выделение наиболее мелких частиц. Стеклянные микрошарики, собранные в бункере сепаратора 8, транспортируются в классификатор виброкипящего слоя 11, где происходит разделение всей массы частиц по размерам на отдельные фракции, улавливаемые в сепараторах. Газодинамический режим работы установки формования и классификатора микрошариков по размерам обеспечивается работой хвостовых вентиляторов 10 и 13 соответственно.
Таким образом, рекуперация отходов стекла и стеклянного волокна имеет большое значение для окружающей среды, экономии сырьевых материалов и энергии. При этом целесообразность применения того или иного способа рекуперации в первую очередь определяется возможностью направленной их переработки в качестве сырья для основного производства и создания замкнутых химико-технологических систем с использованием вторичных материальных ресурсов.
Сравнительные показатели микроизделий -стеклошариков (СШ) и микросфер (МС)
|
Наименование показателей |
Ед. изм. |
Предлагаемый вариант [4] |
АО «Пульс» («Химлаб-прибор»), г. Клин |
АО «Новгородский з-д стекловолокна» |
« Potters Industries lnc.» (США) | |
|
СШ |
МС |
СШ |
МС |
СШ | ||
|
1. Размеры частиц |
мкм |
40-600 |
10-200 |
300-700 |
50-120 |
40-150 |
|
2. Плотность |
г/смл |
2,5-2,55 |
0,24-0,40 |
2,5 |
0,35-0,52 |
2,5 |
|
3. Плавучесть, более |
% |
— |
5-10 |
— |
3-7 |
— |
|
4. Светоотражение |
% |
78-82 |
80-83 |
67-69 |
— |
87-91 |
|
5. Твердость |
ед. (по Моосу) |
5-6 |
— |
4-5 |
— | |
|
6. Температура размягчения |
°С |
650-730 |
650-730 |
530-580 |
660-680 | |
|
7. Состав стекла |
алюмо-силикатный |
боро-силикатный |
натрий-кальций силикатный | |||
|
8, Исходное сырье |
промышленные и бытовые отходы стекла |
специально подготовленная стекломасса |
специально подготовленный расплав | |||
|
9. Разброс по размерам |
% |
±4+6 |
±7+9 |
±30+35 |
±40+50 |
9+7 |
|
10 Стоимость |
$/кг |
1 |
2 |
1,5 |
4-5 |
2,5-3 |
|
11. Производительность установки |
кг/час |
100 |
75 |
30 |
40-45 | |
Другие рефераты на тему «Экология и охрана природы»:
Поиск рефератов
Последние рефераты раздела
- Влияние Чекмагушевского молочного завода на загрязнение вод реки Чебекей
- Влияние антропогенного фактора на загрязнение реки Ляля
- Киотский протокол - как механизм регулирования глобальных экологических проблем на международном уровне
- Лицензирование природопользования, деятельности в области охраны окружающей среды и обеспечения экологической безопасности
- Мировые тенденции развития ядерной технологии
- Негативные изменения состояния водного бассейна крупного города под влиянием деятельности человека
- Общественная экологическая экспертиза и экологический контроль