Новая высокоэффективная технология дезактивации радиоактивных солевых растворов и сточных вод с извлечением ценных компонентов и их возвратом в технологический цикл
Исследования показывают, что при удельных активностях ЦОВ (200 - 800 Бк/кг) и фильтратов после первой стадии дезактивации растворов СОФ (300 — 500 Бк/кг) удельная активность объединенных растворов может составить 220 — 770 Бк/кг, что мало отличается от удельной активности исходных ЦОВ.
В связи с этим объединение фильтратов после первой стадии дезактивации растворов СОФ с исходными ЦОВ не до
лжно оказывать отрицательного влияния на эффективность дезактивации путем обработки растворами NaOH до рН = 11 -н 13.
Величина рН фильтратов после нейтрализации растворов СОФ раствором NaOH составляет 11,5 — 12,5, поэтому при смешении (объединении) этих фильтратов с ЦОВ (рН = 1,5 5,0) следует ожидать повышения величины рН объединенного раствора и, как следствие, сокращения общего расхода гидроксида натрия на дезактивацию, т.е. нейтрализацию до рН = 11 + 12.
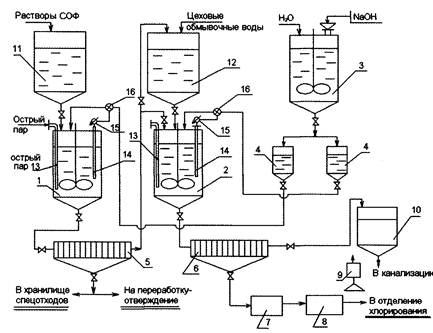
Совокупность вышеперечисленных предпосылок послужила основой для создания новой усовершенствованной технологии, обеспечивающей совместную переработку и дезактивацию растворов СОФ и ЦОВ (см. рисунок). Для разработанной технологической схемы были проведены исследования по уточнению режимов и параметров процесса и определению эффективности дезактивации при различных соотношениях ЦОВ и фильтратов от первой стадии переработки растворов СОФ.
При проведении опытов были использованы отобранные в течение 5 сут и усредненные образцы цеховых обмывочных вод (ад = 730 Бк/кг, рН = 1,5) растворов от "гидроразмыва" расплава СОФ с ад = 130 кБк/кг и рН = 1,4. Дезактивацию раство-ров СОФ на первой стадии вели путем обработки исходного раствора/пульпы СОФ при непрерывном перемешивании раствором (120 г/дм3) гидроксида натрия до рН = 12,0+0,2. Образующуюся оксигидратную пульпу нагревали до температуры 85±5 °С, выдерживали, непрерывно перемешивая в течение 30 мин, и фильтровали. Расход NaOH составил 1,2 дм3/дм3, масса высушенного радиоактивного осадка — 0,2 кг/дм3, степень дезактивации — 99,6 %, а остаточная удельная активность фильтрата — 560 Бк/кг. Фильтрат для окончательной дезактивации смешивали с ЦОВ в следующих соотношениях: 1:15, 1:20, 1:25.
Полученные объединенные растворы после измерения величины рН и ад обрабатывали при перемешивании раствором NaOH (120 г/дм3) до рН = 12,0±0,2 и оксигидратную пульпу нагревали до температуры 85±5 °С, выдерживали при перемешивании 30 мин и фильтровали. Радиоактивный осадок отделяли от дезактивированного раствора, высушивали и взвешивали (см. таблицу).
Проведенные исследования полностью подтвердили правильность выбранной концепции совместной переработки и дезактивации цеховых обмывочных вод и солевых растворов, образующихся при сливе отрабо-тайных расплавов СОФ в воду. Полученные данные в совокупности с ранее выполненным анализом системы образования жидких и твердых РАО [2] и результатами опытно-промышленных испытаний усовершенствованной технологии дезактивации цеховых обмывочных вод [3] позволяют сделать следующие выводы:
• разработанная технология обеспечивает дезактивацию до установленных норм, как растворов СОФ, так и цеховых обмывочных вод;
• масса вторичных РАО, подлежащих захоронению в ХСО, т.е. масса оксигидратных осадков (оксигидраты Fe, Al, Nb, Та, Ti, РЗЭ, Th), полученных на первой стадии дезактивации растворов СОФ по предлагаемой технологии, в 2 — 3 раза меньше, чем по существующей технологии, основанной на обработке растворов СОФ ВаС12, H2S04 и известковым молоком;
• масса оксигидратных осадков от совместной дезактивации цеховых обмывочных вод и фильтратов после первой стадии дезактивации растворов СОФ практически совпадает с массой осадков, получаемых от нейтрализации и дезактивации только цеховых обмывочных вод. Полученные в результате такой совместной дезактивации оксигидратные осадки после сушки (100±5 "С, 2 ч) имели следующий состав, % по массе: 1,2 Та205; 11,1 Nb205; 28,3 ТЮ2; 17,7 сумма оксидов РЗЭ, 18,7 Fe203; 5,8 А120,; 2,2 Th02; 2,3 Si02, что практически совпадает с результатами, полученными в ходе проведения опытно-промышленных испытаний усовершенствованной технологии обезвреживания, нейтрализации и дезактивации цеховых обмывочных вод [3]. По содержанию ценных компонентов (Nb, Та, Ti, РЗЭ) эти осадки близки к составу лопаритовых концентратов, а удельная активность этих осадков (50 — 100 кБк/кг) ниже, чем удельная активность исходного лопаритового концентрата (220 кБк/кг). Поэтому эти осадки целесообразно возвращать в технологический процесс, а не вывозить в ХСО, т.е. их необходимо направлять вотделение хлорирования для последующей сушки, прокалки и приготовления шихты совместно с лопаритовым концентратом для хлорирования и до-извлечения соединений Nb, Та, Ti и РЗЭ;
• общее сокращение массы вторичных технологических РАО, подлежащих захоронению в ХСО, по сравнению с действующей технологией составляет 8—12 раз, в том числе за счет утилизации осадков от дезактивации ЦОВ, содержащих Nb, Та, Ti и РЗЭ на переделе хлорирования лопаритовых концентратов, — в 4 раза, и уменьшения массы оксигидратных осадков, образующихся при дезактивации растворов СОФ, — в 2 — 3 раза. При этом следует отметить, что плотность получаемых в соответствии с разработанной технологией оксигидратных осадков в 1,2 — 1,4 раза выше, чем плотность осадков, полученных по существующей технологии. Отсюда следует, что сокращение объема вторичных РАО, направляемых в ХСО, будет более значительным.
Полученные результаты положены в основу разработки схемы рациональной технологии совместной переработки и дезактивации цеховых обмывочных вод и солевых растворов от "гидроразмыва" расплава СОФ. Для практической реализации этой технологической схемы подготовлено техническое задание на проектирование, в соответствии с которым был выполнен рабочий проект и осуществлена реконструкция отделения нейтрализации и дезактивации.
Литература
1. Кудрявский Ю.П., Черный С.А., Рахимова O.B., Ряпосов Ю.А., Жуланов Н.К. Дезактивация солевых растворов редкометального производства, содержащего естественные радионуклиды // Экология и промышленность России. 2008. Август.
2. Кудрявский Ю.П., Рахимова О.В., Черный С.А., Дернов А.Ю. Анализ системы образования жидких и твердых радиоактивных отходов при переработке концентратов редких металлов // Изв. Академии промышленной экологии. 2006. № 4.
3. Кудрявский Ю.П., Ряпосов Ю.А., Дернов А.Ю. Разработка и опытно-промышленные испытания технологии дезактивации цеховых обмывочных вод хлорной переработки лопаритовых концентратов // Цветная металлургия
4. Кудрявский Ю.П., Черный С.А., Рахимова О.В. Влияние усовершенствованной технологии переработки отходов процесса хлорирования лопарита на экономические показатели редкометального производства // Современные наукоемкие технологии. 2005. № 9.
5. Кудрявский Ю.П., Черный С.А., Рахимова О.В. Анализ экономической эффективности технологии обезвреживания и дезактивации сточных вод редкометального производства // Фундаментальные исследования. 2005
Другие рефераты на тему «Экология и охрана природы»:
Поиск рефератов
Последние рефераты раздела
- Влияние Чекмагушевского молочного завода на загрязнение вод реки Чебекей
- Влияние антропогенного фактора на загрязнение реки Ляля
- Киотский протокол - как механизм регулирования глобальных экологических проблем на международном уровне
- Лицензирование природопользования, деятельности в области охраны окружающей среды и обеспечения экологической безопасности
- Мировые тенденции развития ядерной технологии
- Негативные изменения состояния водного бассейна крупного города под влиянием деятельности человека
- Общественная экологическая экспертиза и экологический контроль