Извлечение никеля из различных процессов в гальваностегии
Например, на заводе по переработке отходов Tredi (Франция) введена в эксплуатацию установка по осаждению смеси железа, никеля и цинка содой [1]. Осадок прокаливали при 900оС в нейтральной безкислородной атмосфере и получали порошок феррита, который может быть использован при производстве специального кабеля, микроволновых печей, коррозионно-устойчивых красок и др. Как правило, осадки содержат о
т 50 до 80% воды, а поэтому их высушивание связано с большими энергозатратами. Значительное содержание воды делает невыгодным транспортирование таких шламов на заводы по переработке руд цветных металлов.
Поскольку на существующих производствах очистка сточных вод производится на общезаводских станциях нейтрализации, где происходит смешение всех технологических стоков, то в состав осадка входит смесь гидроксидов и гидрокарбонатов цинка, меди, никеля, хрома и железа в зависимости от состава накопленных покрытий. Поэтому переработка их на металлы является достаточно сложной задачей. Существует целый ряд производств, на которых отходы представляют собой нерастворимые в воде соединения металла, например цинка (на производствах химволокна) или меди (на производствах радиоэлектронной аппаратуры). Для экспериментального исследования возможности переработки шламов на металл в данной работе были выбраны шламы Киевского радиозавода. В производстве печатных плат промывные растворы, которые содержат медь, образуются после операций химического и электролитического меднения, подтравления и травления. Осаждение меди вели путем прибавления извести, которая содержит примеси известняка. Поэтому осадок после отстаивания и обезвоживания до содержания воды 50% представляет собой смесь оксида меди, гидрокарбоната меди и карбоната кальция.
Глава 4. ИЗВЛЕЧЕНИЕ НИКЕЛЯ ИЗ РАЗЛИЧНЫХ ПРОЦЕССОВ В ГАЛЬВАНОСТЕГИИ
4.1 Никель из промывных вод гальваностегии
В существующих способах обработки сточных вод процесса никелирования сточные воды пропускают через катионообменную смолу для адсорбации ионов никеля, а после насыщения катионита адсорбированные ионы никеля элюируют, пропуская минеральные кислоты, в частности серную кислоту; при этом происходит регенерация катионита и получается раствор никелевой соли. В результате присутствия избытка серной кислоты получаемые растворы никелевой соли не могут быть непосредственно использованы в качестве никелировальных растворов, а должны быть пропущены через анионообменную смолу для удаления избытка кислоты.
Однако при удалении из раствора избытка кислоты на анионите концентрация никеля в растворе снижается ~ на 20 % и к раствору приходится добавлять соединения никеля. Кроме того, значительное количество никеля содержится в промывной воде и его необходимо удалять, пропуская раствор через катионит. В результате этого возрастает нагрузка на катионит, а количество щелочи для регенерации анионита в несколько раз превышает теоретическое, что приводит к повышенному загрязнению окружающей среды.
Указанные недостатки позволяют устранить процесс, разработанный Т. Хаияши. Согласно этому процессу, сточные воды процесса никелирования, образующиеся при промывке изделий, осаждают водным раствором щелочи с образованием гидроксидов примесей металлов, присутствующих в растворе помимо никеля. Полученный фильтрат пропускают через ионообменную смолу, получая водный раствор никелевых солей, содержащий избыток свободной серной кислоты. Часть этого раствора обрабатывают щелочью для осаждения гидроксида никеля, который отделяют от раствора путем фильтрования или центрифугирования.
Полученный гидроксид никеля затем добавляют к оставшейся части водного раствора никелевой соли для нейтрализации ее остаточной серной кислотой с образованием сульфата никеля. При этом образуется высококонцентрированный раствор сульфата никеля и происходит удаление серной кислоты из раствора. Схема процесса представлена на рис. 1.
Изделия, никелированные в ванне 1, сначала промывают в промывной ванне 2, а затем во второй ванне 3. Вода для промывки сначала подается в ванну 3 и после увеличения в ней концентрации солей никеля поступает в первую промывную ванну 1, где в ней дополнительно растворяются соли никеля; после этого ее направляют в резервуар 4. Как правило, промывные воды в резервуаре 4 имеют величину рН = 3,5-4,5.
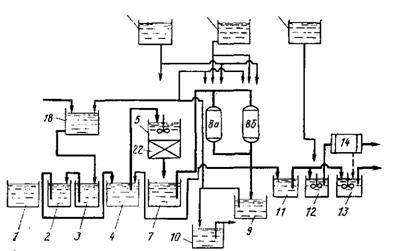
Рис. 1. Схема циклической ионообменной обработки сточных вод процесса никелирования
Промывные воды из резервуара 4 направляют в резервуар 5, куда из резервуара 17 подается водный раствор гидроксида натрия для установления рН раствора ~7,5. В этих условиях происходит осаждение ионов металлов, присутствующих в растворе кроме никеля, таких как железо, медь и др., в виде гидроксидов. Получаемую смесь фильтруют на фильтре 22 и фильтрат направляют в резервуар 7.
Фильтрат далее подают в адсорбционные башни 8а и 86, заполненные катионитом, для адсорбции ионов никеля и раствор, выходящий из адсорбционных башен, направляют на хранение в резервуар 9. В результате этой обработки происходит обезвреживание сточных вод, которые могут быть снова использованы в качестве промывной воды, которая подается в резервуар 18. После установления требуемой величины рН в резервуаре 10 вода из резервуара 9 может быть также сброшена в сток. После того как адсорбционная способность катионита в башнях 8а и 86 исчерпана, подачу фильтрата прекращают и производят регенерацию адсорбционных башен следующим образом:
1. Продувают воздухом для удаления остатков фильтрата из частиц катионита.
2. Пропускают через катионит в прямом и обратном направлениях воду в количестве ~20 объемов на один объем катионита. Для обработки используют воду из резервуара 9.
3. Снова продувают воздухом для удаления остатков воды из катионита. Фильтрат и воду, удаляемую из катионита, возвращают на хранение в резервуар 4.
Из резервуара 16 подают водный раствор серной кислоты, объем которой равен объему катионита. В результате происходит десорбция ионов никеля и регенерация катионита с выделением раствора сульфата никеля.
5. Снова продувают воздухом для удаления остатков раствора сульфата никеля из катионита. Выделяющиеся растворы соли никеля направляют на хранение в резервуар 11.
В результате описанной обработки происходит удаление из катионита адсорбированных ионов никеля и образуется раствор сульфата никеля; адсорбционные башни 8а и 86 при этом регенерируются.
Выделяющийся раствор сульфата никеля, содержащий свободную серную кислоту и очень малые количества натрия, хранится в резервуаре //. Часть этого раствора направляют в резервуар 12 для обработки водным раствором гидроксида натрия, подаваемым из резервуара 15, для осаждения гидроксида никеля, который отделяют от раствора фильтрацией на фильтрпрессе 14. Фильтрат возвращают в резервуар 4, а фильтрпресс промывают водой для выделения гидроксида никеля. Остаток раствора из резервуара 11 направляют в резервуар 13, где смешивают отдельный гидроксид никеля с раствором, находящимся в резервуаре 13. Гидроксид никеля реагирует с избытком серной кислоты, содержащимся в элюированном растворе, в результате чего образуется сульфат никеля и снижается содержание серной кислоты в растворе. Получаемый раствор никелевых солей с требуемой концентрацией возвращается для повторного использования в гальваническую ванну 1.
Другие рефераты на тему «Экология и охрана природы»:
Поиск рефератов
Последние рефераты раздела
- Влияние Чекмагушевского молочного завода на загрязнение вод реки Чебекей
- Влияние антропогенного фактора на загрязнение реки Ляля
- Киотский протокол - как механизм регулирования глобальных экологических проблем на международном уровне
- Лицензирование природопользования, деятельности в области охраны окружающей среды и обеспечения экологической безопасности
- Мировые тенденции развития ядерной технологии
- Негативные изменения состояния водного бассейна крупного города под влиянием деятельности человека
- Общественная экологическая экспертиза и экологический контроль