Экологические проблемы эксплуатации нефтеперерабатывающих предприятий
1.3.2 Вторичные процессы нефтепереработки
К вторичным процессам нефтепереработки относятся: коксование нефтяных остатков, деасфальтизация нефтяных остатков пропаном, каталитический крекинг, каталитический риформинг, деструктивная гидрогенизация, гидрокрекинг, гидроочистка.
1) Коксование нефтяных остатков

Рисунок 3 - Схема замедленного коксования нефтяных остатков
Коксованием называется термохимический процесс превращения тяжелых остатков нефтепереработки в нефтяной кокс и светлые нефтепродукты (бензин, газойль).
Существует несколько методов коксования. На рисунке 3 приведена схема замедленного коксования. При этом процессе кроме кокса образуются газы, бензиновые и керосино-дизельные фракции. Выход кокса составляет 12-36%, бензина – 8-18% и углеводородных газов – до 10 %.
Недостатком дистиллятов коксования является наличие в них непредельных углеводородов (20-40 %.) и сернистых соединений.
2) Деасфальтизация нефтяных остатков пропаном
Нефтяные остатки содержат большое количество асфальто-смолистых веществ. Процесс очистки нефтяных остатков от этих примесей называется деасфальтизацией. В результате процесса деасфальтизации получаются очищенные от асфальто-смолистых веществ масла, а также сырье для каталитического крекинга и гидрокрекинга.
Процесс деасфальтизации протекает в деасфальтизационной колонне при 60-80 ºС и давлении 3,5-4,2 МПа и отношении пропана к сырью по массе 3-5:1.
3) Каталитический крекинг
Основное назначение каталитического крекинга: получение высокооктановых компонентов бензина из более тяжелых дистиллятов.
Крекинг осуществляют при 470-550ºС. В качестве катализатора применяются алюмосиликаты [22].
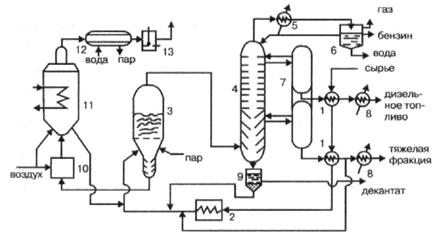
Рисунок 4 - Технологическая схема установки крекинга 1—А/1—М:
1 — теплообменники, 2 — трубчатая печь, 3 — реактор «КС», 4 — ректификационная колонна, 5 — холодильник-конденсатор, 6 — газоотделитель, 7 — отпарная колонна, 8—холодильники, 9—шламоотделитель, 10 — узел смешения, 11— регенератор катализатора «КС», 12 — котел-утилизатор, 13 — электрофильтр.
На рис.4 представлена технологическая схема установки каталитического крекинга с кипящим слоем катализатора 1—А/1—М [22]. Крекируемое сырье через теплообменники 1 подается в печь 2. Нагретое сырье смешивается с рециркулятом (частью тяжелой фракции) и по катализаторопроводу поступает в реактор крекинга 3. В нижнюю отпарную зону реактора вводится водяной пар для отдувки катализатора. Пары продуктов реакции и водяной пар при температуре 450°С из верхней части реактора 3 поступают в нижнюю часть ректификационной колонны 4. Пары бензина и водяной пар отбираются с верхней части колонны, проходят холодильник-конденсатор 5 и поступают в сепаратор 6, в котором разделяются на водяной слой, бензиновый слой и газ. Газ компрессируется и подается на газофракционирование, а бензин поступает на ректификацию. Часть бензина отбирается на орошение колонны.
Дизельное топливо и тяжелая фракция проходят через секции отпарной колонны 7, охлаждаются в теплообменниках 1 и холодильниках 8 и отводятся как товарные продукты. Часть тяжелой фракции в виде рециркулята смешивается с сырьем и подается в реактор 3, а часть направляется на орошение нижней части колонны 4. Смесь тяжелых жидких продуктов крекинга и катализаторной пыли из низа колонны 4 поступает в шламоотделитель 9, из которого шлам возвращается в реактор 3, а богатый ароматическими углеводородами декантат отводится с установки.
Дезактивированный в процессе работы катализатор из кипящего слоя реактора опускается в его отпарную зону и катализаторопроводом отводится в узел смешения с воздухом 10. Из него за счет воздушного потока катализатор переносится в регенератор 11, в котором создается кипящий слой. Основная часть воздуха для выжигания катализатора подается непосредственно в регенератор. Газы, образовавшиеся в результате выжигания кокса, проходят котел-утилизатор 12, электрофильтр 13 для улавливания катализаторной пыли и выбрасываются в атмосферу. Регенерированный катализатор из нижней части регенератора 11 поступает в катализаторопровод и вместе с сырьем и рециркулятом возвращается в реактор 3 [22].
4) Каталитический риформинг
Назначение: превращение низкооктановых бензиновых фракций в высокооктановые фракции бензинов, ароматизация узких или широких бензиновых фракций в катализат, из которого методами экстракции выделяют ароматические углеводороды.
Риформинг протекает в среде водорода при высоких температурах и среднем давлении с применением специальных катализаторов (в основном платиновой группы).
5) Деструктивная гидрогенизация
Суть процесса: присоединение водорода к молекулам сырья под давлением до 32 МПа, расщепление высокомолекулярных компонентов сырья и образование низкомолекулярных углеводородов, используемых в качестве моторных топлив.
6) Гидрокрекинг
Гидрокрекинг – это каталитический процесс, протекающий в среде водорода при температуре до 400ºС и давлении до 32 МПа. Этот процесс в зависимости от исходного сырья позволяет получать широкую гамму продуктов: от сжиженных газов до масел и нефтяных остатков с низким содержанием серы.
7) Гидроочистка
Гидроочистка – это процесс, протекающий в среде водорода в присутствии катализатора при температуре 325-425 ºС, давлении 3-7 МПа.
При этом процессе происходит деструкция сераорганических, кислород- и азоторганических соединений до сероводорода, воды и аммиака, предельных и ароматических углеводородов. При этом получается цвет, запах нефтепродуктов и снижается содержание серы до заданных норм.
Вторичные процессы переработки нефти поставляют в окружающую среду основное количество загрязнителей.
Серосодержащие газы – диоксид серы и сероводород – отходящие газы регенерации катализаторов на установках крекинга. Кроме того, источниками диоксида серы являются дымовые трубы печей, факельные стояки. Сероводород поступает в атмосферу также с установок гидроочистки и термокрекинга [2].
Технологические печи, факельные стояки выбрасывают в атмосферу оксиды азота, диоксид и монооксид углерода, твердые вещества.
Источниками попадания углеводородов в атмосферу и воду являются технологические установки (выбросы и утечки за счет неплотностей технологического оборудования, трубопроводной аппаратуры, сальников насосов, а также из рабочих клапанов при аварийных ситуациях, вентиляционные выбросы из рабочих помещений), системы оборотного водоснабжения (испарение углеводородов в нефтеотделителях и градирнях), технологические конденсаты.
Отработавшие катализаторы, зола, пыль, кислые гудроны представляют собой отходы вторичных процессов нефтепереработки.
Рассмотренные процессы переработки нефти загрязняют окружающую среду. В этой связи необходимым является изучение воздействия нефтеперерабатывающих предприятий на отдельные оболочки биосферы.
Другие рефераты на тему «Экология и охрана природы»:
Поиск рефератов
Последние рефераты раздела
- Влияние Чекмагушевского молочного завода на загрязнение вод реки Чебекей
- Влияние антропогенного фактора на загрязнение реки Ляля
- Киотский протокол - как механизм регулирования глобальных экологических проблем на международном уровне
- Лицензирование природопользования, деятельности в области охраны окружающей среды и обеспечения экологической безопасности
- Мировые тенденции развития ядерной технологии
- Негативные изменения состояния водного бассейна крупного города под влиянием деятельности человека
- Общественная экологическая экспертиза и экологический контроль