Турбокомпрессор ТКР-23 дизеля М-756 тепловоза
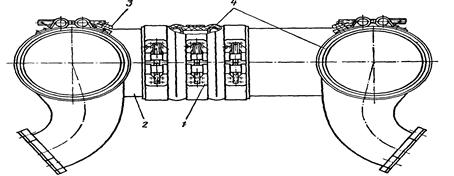
Впускные коллекторы служат для подачи воздуха от компрессора в цилиндры дизеля. Для более равномерного распределения воздуха коллекторы правого и левого моноблоков соединены дюритовыми шлангами. Коллектор изготовлен из листовой стали и состоит из трубы, к которой приварены двенадцать патрубков, по два на каждый цилиндр. Каждая пара патрубков имеет общий фланец для крепления коллектора (шпилькам
и) к фланцам головки моноблока. Между фланцами коллектора и фланцами моноблока установлены паронитовые прокладки. Дюритовый шланг 4 стянут тремя хомутами 1, средний из которых предназначен для разгрузки шланга от давления воздуха. На каждом впускном коллекторе приварены шесть бонок — по одной против каждого цилиндра. Сквозные резьбовые отверстия в бонках предназначены для заливки масла при консервации дизеля. Резьбовые отверстия бонок закрываются пробками 3.
Впускные коллекторы
![]()
1.7 Разборка и дефектация
Все дюритовые соединения (шланги, хомуты и пробки) снимают с коллекторов. Дюритовые шланги при ремонте дизеля рекомендуется заменить новыми, остальные детали очистить и направить на дефектацию.
Перед дефектацией впускных коллекторов необходимо установить причину, по которой они были направлены для ремонта.
Затем определяют пригодность коллекторов к дальнейшей эксплуатации, а также объем и характер ремонтных работ. Герметичность проверяют опрессовкой водой, температура которой должна быть 70—80° С, а давление 3 кГ/см? (в течение 5 мин). Течи и отпотевание не допускаются.
1.8 Ремонт и сборка
Трещины на впускных коллекторах заваривают газовой сваркой. При этом необходимо обеспечить непрерывный шов постоянного сечения, не допуская прижогов и шлаковых включений. После сварки шов зачищают металлической щеткой, вмятины разрешается устранять деревянным молотком.
После правки проверяют на макете совпадение отверстий фланцев впускного коллектора со шпильками на головке моноблока. Прилегание фланцев коллекторов проверяется на плите с помощью щупа. Общий прогиб коллектора допускается до 0,3 мм, а местное неприлегание фланцев — не более 0,25 мм. После ремонта коллектор опрессовывают.
При сборке во все резьбовые отверстия бонок ставят пробки 3. Дюритовые шланги 4 и хомуты / на коллекторы устанавливают при монтаже коллекторов на дизеле.
1.9 Выпускные коллекторы
По выпускным коллекторам дизеля М756 отработавшие газы из цилиндров дизеля поступают в газовую турбину турбокомпрессора.
На этом дизеле установлены два левых и два правых коллектора, каждый из которых объединяет выпуск отработавших газов из трех цилиндров. Выпускной коллектор первой группы цилиндров 9, коллектор второй группы цилиндров 4 отлиты из алюминиевого сплава и имеют двойные стенки, образующие водяные полости, по которым циркулирует охлаждающая вода.
Выпускной коллектор второй группы цилиндров имеет экранирующую трубу 3, направляющий патрубок 1 и патрубок 5, перепускающий отработавшие газы в верхний канал коллектора первой группы цилиндров. два газовых канала, экранированных жаропрочными трубами 12 и 13. Со стороны коллектора второй группы цилиндров газовый канал 1-, 2-, 3-го цилиндров закрыт направляющим патрубком 14. Для компенсации теплового расширения впускной системы и обеспечения уплотнения газовых каналов в месте соединения нижнего колена с верхним стоят четыре уплотнительных кольца 27. Снаружи соединение закрыто дюритовым шлангом 24 с двумя хомутами 25. Перепускные стаканы 28 уменьшают перетекание газа между каналами.
Выпускные коллекторы
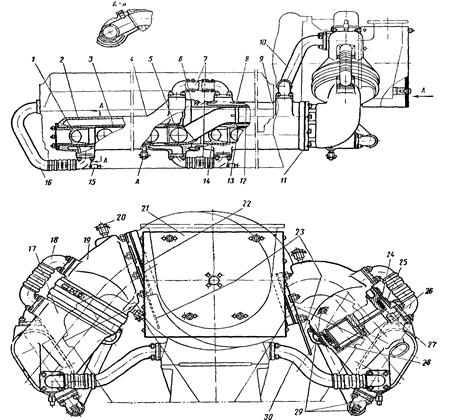

Выходящая из головки моноблока вода по трубе 16 поступает в водяную-полость коллектора второй группы цилиндров 4, откуда по двум перепускным патрубкам 7 в водяную полость коллектора первой группы цилиндров 9, а затем по трубе 10 в водяную полость верхнего колена 26. Из верхнего колена в нижнее вода поступает по патрубкам 18 и отводится из нижнего колена по трубе 30 в средний корпус газовой турбины. Из выпускной системы она сливается через сливные краники 29, а воздух при заполнении системы водой выпускается через кран 20. На неохлаждаемые патрубки турбины установлены экраны 23 для предохранения дюритовых шлангов выпускных колен от воздействия высокой температуры.
1.10 Разборка и дефектация
С корпусов выпускных коллекторов, колен верхнего и нижнего снимают все патрубки, крышки, фланцы и спускные краники, а из газовой полости вынимают экранирующие трубы с напра1вляющими пат рубками и уплотнительные кольца. Детали после разборки очищают и направляют на дефектацию. Коллекторы отпаривают в ванне с 20%-ным раствором кальцинированной соды при температуре 80—90° С в течение одного часа. Разрыхленный нагар счищают щеткой или ершиком, промывают проточной водой внутреннюю и водяную полости, обдувают сжатым воздухом, промывают бензином и протирают салфетками.
При дефектации деталей и узлов выпускной системы необходимо установить причину, по которой они были направлены для ремонта. Тщательно осмотрев все детали и узлы, определяют их пригодность к дальнейшей эксплуатации, а также объем и характер работ по ремонту. Внутренние водяные полости проверяют на герметичность опрессовкой при температуре воды 70 — 80° С и давлении 4 кГ/см* в течение 5 мин. Течи и отпотевание не допускаются.
1.11 Ремонт и сборка
Коллекторы выпускной системы разрешается заваривать. Сварочные швы тщательно зачищают заподлицо с основным металлом, уделяя особое внимание внутренним полостям. На привалочных плоскостях выпускных коллекторов глубокие риски и забоины устраняют шабровкой. Прилегание фланцев коллекторов проверяют на плите щупом. Допускается общий прогиб коллектора до 0,3 мм, а местное неприлегание фланцев — не более 0,25 мм. Шпильки с сорванной резьбой заменяют, обеспечив тугую посадку их.
При установке в коллекторы экранирующих труб выступающие кромки патрубков коллекторов запиливают. Особенно тщательно крепят экранирующие трубы 3, 12 и 13, направляющие патрубков 1 и 14 перепускной трубы Чтобы обеспечить герметичность стыков между коллекторами первой и второй групп цилиндров, при сборке, предварительно смазав поверхности стыка и прокладку 6 клеем ГЭН-150В, плотно обжимают стык коллекторов и затягивают на шпильках гайки до отказа.
2. Промывка секций холодильника
В процессе. Эксплуатации тепловоза секции холодильника загрязняются, в результате чего резко снижается теплоотдача от воды (в водяных секциях) и масла (в масляных секциях) к воздуху. Загрязненные секции обнаруживают по ухудшению охлаждения воды и масла (обнаруживают по термометрам) и по разнице температур между отдельными секциями (определяют на ощупь).
Для промывки загрязненных секций необходимо снять секции, промыть водяные секции водой (температура воды не ниже 90° С, давление не более 4 кгс/см2) со стороны нижнего (помеченного) коллектора. При промывке масляных секций применяют водный раствор, состоящий из 1 % жидкого стекла, 1 % кальцинированной соды, 1% мыла и 0,1% хромпика. После промывки указанным раствором секции обязательно промыть горячей водой в течение 5 мин. Затем промыть секции снаружи.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск