Панель обшивки внутреннего закрылка
К работе с растворителями, клеями, эпоксидными смолами и герметиком допускаются лица имеющие спецодежду и индивидуальные средства защиты.
Охрана окружающей среды.
Отходы ЛВЖ по мере накопления сдавать в цех 61 с последующей утилизацией. Протировочная ветошь собирается в специальную тару и сдается в цех 61. Отходы препрегов, пленочных клеев, связующих паст - складывать в герметически зак
рываемые бидоны и вывозить в цех 61 на специальную площадку. Тара должна быть замаркирована.
3.2. Выбор вспомогательных материалов для реализации технологического процесса.
Наименование вспомогательных материалов:
1. Стеклоткань Т – 13 – для дренажа;
2. Лента мягкая ЛТ – 19;
3. Антиадгезионная смазка К – 21;
4. Уплотнительный жгут 51Г – 27;
5. Пленка полиэтиленовая;
6. Пленка полиамидная ППНТ – для вакуумного чехла;
7. Пленка фторопластовая шириной 300 мм;
8. Пленка пропиленовая;
9. Бумага;
10. Нефраг с присадкой «Сигбол»;
11. Салфетки;
12. Ацетон технический;
13. Шпагат;
14. Ткань, фильтрованная из синтетических нитей (лавсановая) арт.56208;
15. Нефрас чистый;
16. Перчатки х/б – 1 пара на 1го человека.
Наименование основных материалов:
1. Стеклоткань Т – 1080 – препрег;
2. Лента углеродная ЭЛУР – П – А – препрег;
3. Связующее УП – 2227;
4. Клеевая пленка ВК – 36;
5. Сетка медная вязанная СВ – 2;
6. Стеклоткань – Т – 10/2 – 80.
3.3. Составление карт раскроя препрега.
1. Перед раскроем выдержать препрег при температуре цеха не менее 2х часов (в случае хранения его в холодильнике).
2. Обрезать кромки шириной 15 – 20 мм с 2х сторон.
3. Произвести раскрой препрега на заготовки (полиэтиленовую пленку не снимать) по шаблону, учитывая направление армирования ткани, согласно схеме раскроя.
3.4. Разработка маршрутного и операционного технологического процессов. Заполнение маршрутных и операционных карт технологического процесса.
Маршрутная карта. Наименование и содержание операций.
1. Комплектовочная.
2. Контроль материалов.
3. Подготовка термостатирования оснастки.
4. Контрольная.
5. Подготовка молниезащитной системы.
6. Контроль раскроя молниезащитной системы.
7. Пайка.
8. Контрольная.
9. Окончательный контроль молниезащитной системы.
10. Раскройная для деталей 1го перехода.
11. Выкладка для деталей 1го перехода.
12. Контрольная.
13. Изготовление вакуумного чехла.
14. Автоклавное формование.
15. Контроль параметров формования.
16. Распрессовка.
17. Контрольная.
18. Раскройная для деталей 2го перехода.
19. Окончательная выкладка для деталей 2го перехода.
20. Контрольная.
21. Изготовление вакуумного чехла.
22. Автоклавное формование для деталей 2го перехода.
23. Контроль параметров формования.
24. Распрессовка.
25. Контрольная.
26. Раскройная для деталей 3го перехода.
27. Выкладка окончательная для деталей 3го перехода.
28. Контрольная.
29. Изготовление вакуумного чехла.
30. Окончательное автоклавное формование.
31. Контроль параметров формования.
32. Распрессовка.
33. Вырез образцов – свидетелей.
34. Контрольная.
35. Механическая обработка.
36. Неразрушающий контроль.
37. Контроль внешнего вида и геометрических размеров.
38. Определение массы.
39. Покрытие.
40. Окончательная маркировка.
41. Окончательный контроль.
42. Предъявление деталей по форме 21.
43. Упаковка.
44. Хранение и транспортировка.
4. Разработка технологической оснастки.
4.1. Разработка эскизного проекта формозадающей оснастки (оправки).

4.2. Разработка технических условий на оснастку.
1. Форму детали 1 предварительно обработать на СПУ, окончательно по шаблонам.
2. Все острые кромки притупить R 1…3.
3. На плите нанести контур обшивки (чистовой), контур обшивки с припуском с информацией, с учетом КТЛР – 0,2%. Нанести все указанные риски с информацией. Разметку контуров обшивки производит цех 31. Риски нанести глубиной 0,5х60о с заполнением несмываемой тушью.
4. * - размеры для справок.
5. ╧ - заземление. Выбить знак.
6. Маркировать ударным способом, шрифт № 5 вне рабочей зоны.
Правое – изображено; левое – зеркальное отражение.
4.3. Разработка сборочного чертежа общего вида оснастки со спецификацией.

4.4. Разработка чертежа оной из деталей оснастки (деталировка).
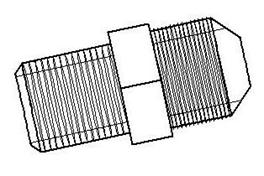
Переходник 2725А-12-14
4.5. Описание оснастки и способа ее изготовления.
В процессе изготовления основным фактором, определяющим размеры и форму детали из полимерных композиционных материалов, является выклеечная оснастка, на которой осуществляется выкладка и автоклавное формование детали.
Наибольшее распространение получила металлическая оснастка, используемая как для формообразования обшивок, так и для склейки трехслойных элементов конструкции, в том числе и с сотовым заполнителем.
При проектировании, выборе типа формообразующей, выклеечной оснасток необходим грамотный подход к работе. Для каждой детали необходимо спроектировать необходимую оснастку, исходя из многих данных: материала заготовок, материала каркаса и обшивок оснастки, температурного коэффициента линейного расширения детали и оснастки, ориентации формообразующей поверхности относительно базовой плоскости.
В зависимости от размеров и кривизны деталей применяются три типа формообразующей металлической оснастки:
- монолитная,
- литая,
- каркасная.
Формообразующая металлическая оснастка состоит из собственно оснастки и вспомогательных элементов, вакуумных трубок, штуцеров для подключения вакуумтрубопровода, такелажных узлов.
Для выклейки нашей детали применяем монолитную оснастку.
Монолитной оснасткой считается оснастка, не имеющая соединений в рабочей зоне и изготавливаемая из алюминиевых плит. В зависимости от габаритных размеров и кривизны деталей из полимерных композиционных материалов оснастка имеет различную конструкцию. Для изготовления деталей, имеющих преимущественно плоскую форму и габаритные размеры, не превышающие 2000 миллиметров.
Рабочая поверхность монолитной оснастки обрабатывается па станках с числовым программным управлением.
Требования к оснастке.
1. Конструкция и материал оснастки должны обеспечивать многократное формование деталей из полимерных композиционных материалов при температуре до 200 градусов Цельсия и давлении до 20 кгс/кв.см.
2.Жесткость оснастки должна быть достаточной, во всем диапазоне температур, для получения деталей, заданной формы и размеров с заданной точностью.
3.Тепловой коэффициент линейного расширения материала оснастки должен быть близок к тепловому коэффициенту линейного расширения формуемой детали, а в случае различия должен учитываться при проектировании оснастки.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды