Разработка технологического процесса сборки редуктора
уровень технологичности конструкции по трудоемкости изготовления— отношение достигнутой трудоемкости к базовому показателю;
уровень технологичности по себестоимости изготовления — отношение достигнутой технологической себестоимости к базовому показателю.
Базовыми показателями при сравнительной оценке технологичности конструкции могут служить показатели передовых образцов однотипных изде
лий (отечественных или зарубежных), достигнутые в некотором предыдущем периоде времени или найденные теоретическим или практическим путем и утвержденные как отраслевые стандарты.
Кроме указанных имеется ряд количественных технико-экономических и технических показателей, которые характеризуют технологичность в связи с процессом сборки.
1. Коэффициент сборности Ксб— отношение числа сборочных единиц Ne изделия, включая покупные, к общему числу составных частей NЧ с учетом деталей NД, не вошедших в состав сборочных единиц, но без стандартных крепежных NД.К:
![]()
2. Коэффициент эффективности взаимозаменяемости Квз — отношение трудоемкости сборки изделия, осуществляемой по принципу полной взаимозаменяемости (без пригонки, подбора или регулирования) Твз к общей трудоемкости сборки изделия Ти:
![]()
3. Коэффициент унификации изделия Ку — отношение числа унифицированных сборочных единиц Ne.у изделия и его унифицированных
деталей Nд.у, не вошедших в состав сборочных единиц, к общему числу составных частей изделия без учета стандартных крепежных деталей (к унифицированным составным частям относятся заимствованные, покупные и стандартные непокупные сборочные единицы и детали):
![]()
4. Коэффициент стандартизации изделия Кст — отношение числа стандартных сборочных единиц Nе.ст изделия и его стандартных деталей Nд.ст, не вошедших в состав сборочных единиц, к общему числу составных частей изделия без учета стандартных крепежных деталей:
![]()
Указанные коэффициенты могут быть использованы для сравнительной оценки технологичности конструкции сборочных единиц, в состав которых в общем случае входят помимо деталей покупные изделия и более мелкие сборочные единицы — конструктивно-технологические узлы
Редуктор имеет четко выраженные базовые детали (корпус и крышка корпуса), которые служат основой для процесса сборки.
При сборке имеется свободный подход простых стандартных инструментов к местам крепления сопрягаемых деталей, представляется полная возможность исключения операций механической подгонки деталей при сборке.
Количество деталей в сборочном узле доведено до минимума, а стандартных и нормализованных использовано достаточно.
В процессе выполнения сборочных операций и при окончательной сборке узла осуществляются методы контроля сборочных параметров и консервации.
Следует также отметить, что все посадки, осуществляемые в процессе
сборки, производятся по методам полной взаимозаменяемости.
3.Описание схемы сборки.
Для данного редуктора предлагается следующая схема сборки.
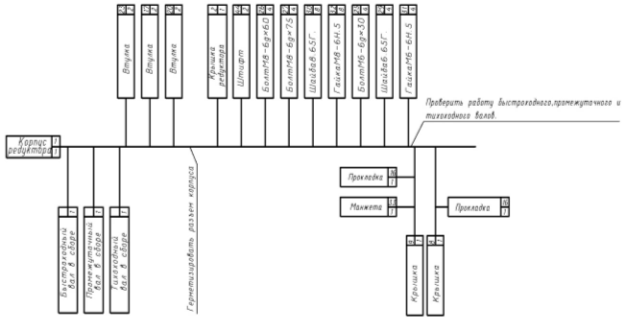
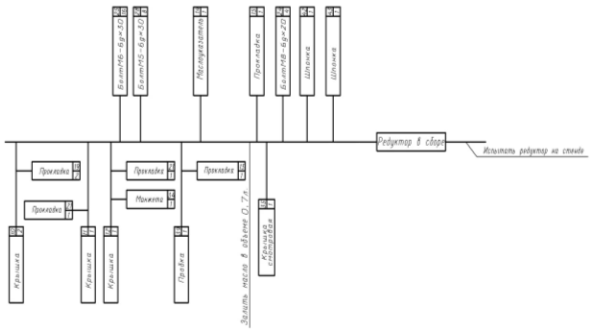
1. Общая схема сборки:
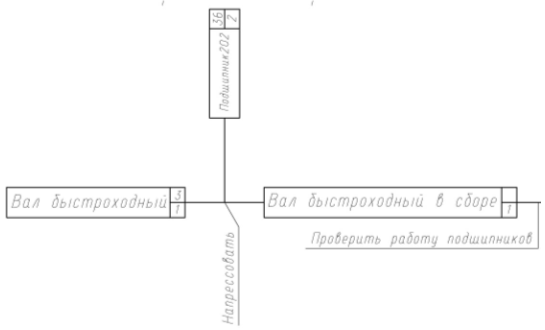
2. Схема сборки вала быстроходного.
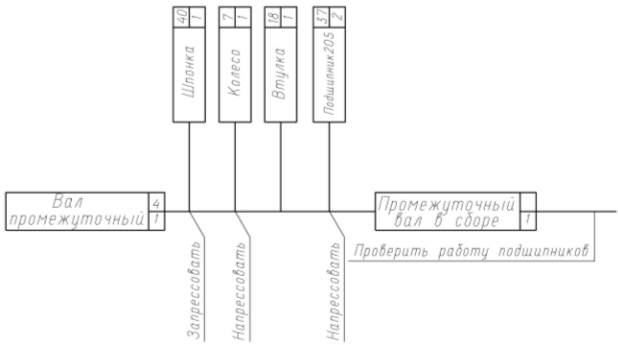
3. Схема сборки вала промежуточного.
4. Схема сборки вала тихоходного.
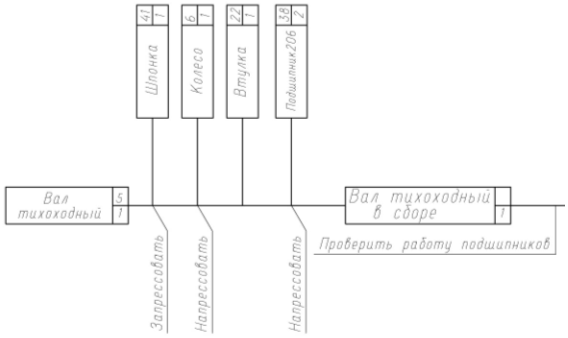
Все валы редуктора собираются отдельно, а затем устанавливаются в корпус. После сборки редуктор подвергают механическим испытаниям.
Технологические требования.
· Перед началом сборочных работ необходимо проверить состояния приспособлений. Приспособления должны быть чистыми.
· Перед монтажом манжет и подшипников их уплотнительные и посадочные поверхности смазать маслом МК-8 ГОСТ 6457-66 и проверить отсутствие острых кромок на заходных фасках.
· Расконсервацию подшипников проводить в горячем масле при t = 80…90 С с последующей промывкой в чистом нефрасе. Перед окончательным монтажом поверхности их тел вращения и сепараторы смазать смазкой ЦИАТИМ – 210 ГОСТ 6267-74.
· При сборке редуктора разрешается использование нормального инструмента без шифра, если они удовлетворяют техники безопасности и обеспечивают качественную сборку.
4. Подбор оборудования, оснастки
Выбор оборудования, инструмента и приспособлений обусловлен конструкцией редуктора, характером сопряжения деталей входящих в редуктор, используемым в конструкции крепежными изделиями, рекомендациями нормативно технических документов на стандартные комплектующие, техническими требованиями сборочного чертежа.
Для расконсервации подшипников выбираю электромасляную ванну СПЗ-179, производительностью 80 кг/ч.
При сборке данного редуктора используется следующий инструмент:
Операция 010. Слесарно-сборочная.
Подшипник 202 поз. 36 напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью двух оправок (оправка 1, оправка 2). В качестве оборудования выбран пресс реечный.
H, с помощью двух оправок (оправка 1, оправка 2). В качестве оборудования выбран пресс реечный.
Операция 015. Слесарно-сборочная.
Подшипник 205 поз. 37 напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 5. В качестве оборудования выбран пресс реечный.
H, с помощью оправки 5. В качестве оборудования выбран пресс реечный.
Шпонка поз.40 устанавливается в оправку 3 и запрессовывается при помощи молотка 7850-0117 ГОСТ 2310-77.
Колесо поз. 7 напрессовывается на вал по посадке Н7/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 4. В качестве оборудования выбран пресс реечный.
H, с помощью оправки 4. В качестве оборудования выбран пресс реечный.
Операция 020. Слесарно-сборочная.
Подшипник 206 поз. 38 напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью двух оправок (оправка 8, оправка 9). В качестве оборудования выбран пресс реечный.
H, с помощью двух оправок (оправка 8, оправка 9). В качестве оборудования выбран пресс реечный.
Шпонка поз.41 устанавливается в оправку 6 и запрессовывается при помощи молотка 7850-0117 ГОСТ 2310-77. Для запрессовки шпонок и штифтов выбираю молоток 7850-0107 Ц15хр ГОСТ 2310-77, с рукояткой исполнения 2, нормальной массой головки 0,2 кг, цинковым покрытием толщиной 15 мкм хроматированием. Длинна с рукоятки 250 мм, высота головки 80 мм.
Для пригонки шпонок выбираю напильник 2820-0027 ГОСТ 1465-80 с насечкой №2 длиной l =300мм шириной в=30мм.
Колесо поз.6 напрессовывается на вал по посадке Н7/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 7. В качестве оборудования выбран пресс реечный.
H, с помощью оправки 7. В качестве оборудования выбран пресс реечный.
Операция 025. Слесарно-сборочная.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды