Общие сведения о ленточных конвейерах
Содержание:
1. Общие сведения о ленточных конвейерах.
1.1 Ленточные конвейеры с резинотканевой лентой.
1.1.1 Описание наиболее распространенных видов лент.
1.1.2 Барабаны.
1.1.3 Поддерживающие роликоопоры.
1.1.4 Приводы
1.1.5 Натяжные устройства.
1.1.6 Загрузка конвейеров.
1.1.7 Разгрузка конвейера.
2. Патентное изыскание.
Списо
к используемой литературы.
1. Общие сведения о ленточных конвейерах
Ленточные конвейеры являются наиболее распространенным типом транспортирующих машин непрерывного действия во всех отраслях промышленности. Из более чем полумиллиона конвейерных установок, эксплуатирующихся в нашей стране, 90% составляют ленточные конвейеры. Они используются в горнодобывающей промышленности — для транспортирования руд полезных ископаемых и угля при открытой разработке, в металлургии — для подачи земли и топлива, на предприятиях с поточным производством—для транспортирования заготовок между рабочими местами и т. д.
Обычно ленточные конвейеры имеют тяговый элемент 7 (рис.1) в виде бесконечной ленты, являющейся и несущим элементом конвейера, привод 13, приводящий в движение барабан 14, натяжное устройство 2 с барабаном 3, груз 1, роликовые опоры 6 на рабочей ветви ленты и 5 на холостой ветви ленты, отклоняющий барабан 8, загрузочное устройство 4 и разгрузочные устройства 9 и 10, разгрузочный желоб // и устройство 12 для очистки ленты. Все элементы конвейера смонтированы на раме.
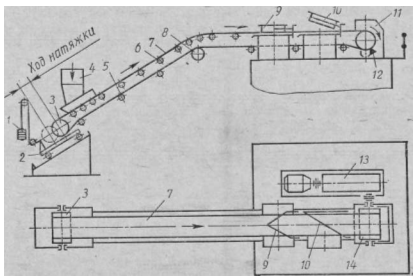
Рис.1 Схема стационарного наклонно-горизонтального конвейера.
1.1 Ленточные конвейеры с резинотканевой лентой
1.1.1 Описание наиболее распространенных видов лент
Наиболее широко распространены резинотканевые ленты (рис. 2; ГОСТ 20—76),состоящие из резинотканевого послойного тягового каркаса 1 и наружных резиновых обкладок 2, предохраняющих каркас от механических повреждений и от воздействия на него влаги, газов, агрессивных сред. В зависимости от условий эксплуатации и назначения изготовляют ленты общего назначения, морозостойкие, теплостойкие, пищевые и негорючие. В зависимости от типа ленты установлены диапазоны температур окружающей среды.
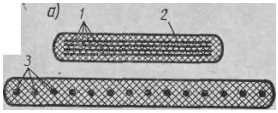
Рис.2 Резинотканевая и резинотросовая конвейерная ленты
Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др.
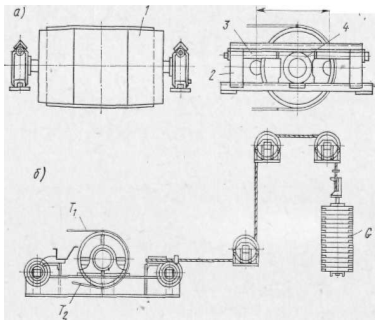
1.1.2 Барабаны
В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем меньше напряжение от изгиба ленты и тем больше срок ее службы. При эксплуатации лент установлено, что резинотканевую ленту обычно приходится заменять из-за ее расслаивания, которое происходит от многократных изгибов ленты на барабанах. Барабаны ленточных конвейеров унифицированы. В качестве основной характеристики, используемой при выборе барабанов из установленного ряда типоразмеров, принята нагрузочная способность барабана. Для неприводных барабанов нагрузочная способность определяется как нагрузка от натяжения ветвей ленты, огибающей барабан, а для приводных барабанов, кроме того, следует учесть еще и максимальный передаваемый крутящий момент.
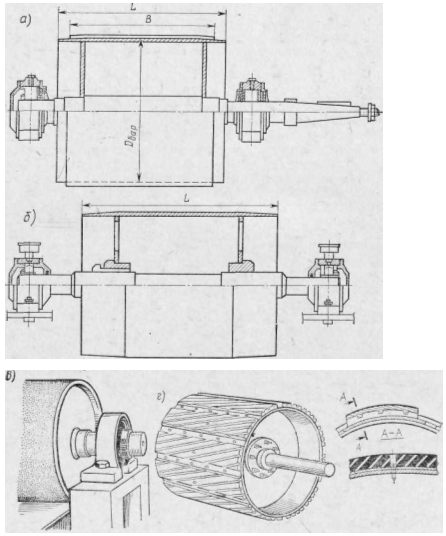
Рис.3 Барабаны: а-приводной; б-хвостовой и откланяющий; в, г- с футеровкой.
1.1.3 Поддерживающие роликоопоры
Чтобы лента под влиянием собственной силы тяжести и веса груза не провисала, на раме конвейера устанавливают поддерживающие роликоопоры. Ролики являются самыми многочисленными элементами конвейеров. Их ежегодно выпускают миллионы штук. От надежной и долговечной работы роликоопор зависят в большой степени надежность и долговечность всей машины, а также потребляемая ею энергия, эксплуатационные затраты и т. п.
Различают: легкого, тяжелого типа; обрезиненные; амортизирующие; дисковые; гирляндные и др. роликоопоры.
1.1.4 Приводы
Назначение привода — обеспечить движение тягового элемента конвейера с грузом. Создание необходимой тяговой силы конвейера обеспечивается силой трения, возникающей между лентой и поверхностью приводного барабана.
Привод (рис.4) состоит из двигателя 1, редуктора 3, барабана 5,а также муфт 2 к 4, соединяющих двигатель с редуктором и. редуктор с валом барабана.
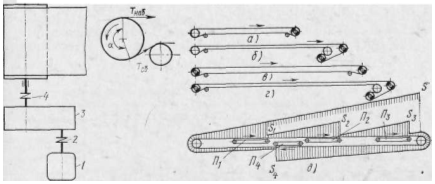
Рис.4 Схема привода конвейера . Ленточные конвейеры с различными типами приводов
Ленточные конвейеры могут иметь следующие виды приводов: единичный головной однобарабанный (рис.4, а) или двухбарабанный (рис.4,6), раздельный (на головном и хвостовом барабанах (рис.4, в) и комбинированный — двухбарабанный в головной части и однобарабанный в хвостовой части (рис.4, г). На1 длинных и тяжелонагруженных конвейерах для преодоления местных и линейно распределенных сопротивлений необходимо очень большое натяжение S ленты (рис.4,д), что ведет к увеличению мощности привода и массы движущихся элементов конвейера и требует дальнейшего увеличения натяжения .
1.1.5 Натяжные устройства
Эти устройства предназначены для создания необходимого натяжения ленты, обеспечивающего сцепление ее с приводным барабаном без проскальзывания, а также для ограничения провисания ленты между опорами и компенсации вытяжки ленты в процессе эксплуатации. Натяжные устройства подразделяются на устройства, создающие нерегулируемое натяжение в ленте, и устройства, регулирующие натяжение ленты в зависимости от значения крутящего момента на приводном барабане.
1.1.6 Загрузка конвейеров
Загрузочное устройство должно обеспечить плавную подачу груза на движущуюся ленту, при этом для предупреждения повреждения и изнашивания ленты скорость подачи груза и направление его движения должны быть близки к скорости и направлению движения загружаемой ленты. Конвейер можно загрузить в любой точке его трассы. Однако обычно загрузку производят около хвостового барабана. Насыпные грузы обычно загружают с помощью воронки и лотка, устанавливаемого под воронкой (рис.6). Ширина лотка в начальной части В1 = 0,5В и в конечной части В2= (0,6-0,7) В, где В — ширина конвейерной ленты. После выхода из лотка груз рассыпается по ленте и занимает ширину, примерно равную 0,8В.
При транспортировке грузов (кроме угля) с кусками размером свыше 80 мм загрузочные пункты необходимо оборудовать амортизационными устройствами.
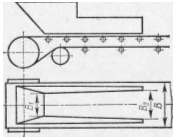
Рис.6 Лоток для сыпучих грузов.
1.1.7 Разгрузка конвейера
Наиболее простым и удобным способом разгрузки конвейеров, не требующим специальных устройств, является сброс груза с концевого барабана, (рис.7, а). Однако в ряде случаев возникает необходимость осуществлять разгрузку в различных точках по длине конвейера. Например, в литейном производстве одним конвейером подают формовочную землю к бункерам нескольких формовочных машин, расположенным вдоль линии конвейера. В этом случае применяют специальные разгрузочные устройства, наиболее простыми из которых являются плужковые разгружатели, т. е. щиты, устанавливаемые на ленте под углом к потоку груза (рис.7,6). При этом груз, двигаясь вдоль щита» сбрасывается с ленты на одну или на обе стороны (рис.7,в). Не» достатком плужковых разгружателей является повышенный износ ленты, поэтому их нецелесообразно применять при больших скоростях движения ленты (свыше 1,6—2,0 м/с) и при транспортировании абразивных и крупнокусковых грузов.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды