Гидроочистка дизельных топлив
Оптимальная температура гидроочистки зависит от качества сырья, от условий ведения процесса, активности катализатора и находится в пределах 340 – 400 °С.
Нижний предел температуры очистки определяется в этом случае возможностью конденсации тяжелых фракций сырья и появлением жидкой фазы, что резко замедляет гидрирование.
По мере увеличения температуры при постоянстве остальных параметров
процесса, степень гидрирования сернистых соединений и непредельных углеводородов возрастает, достигая максимальной величины при температуре 420°С. При дальнейшем повышении температуры глубина гидрирования сернистых соединений снижается незначительно, а непредельных углеводородов – довольно резко.
На рисунке 1 показано влияние температуры на гидроочистку смеси фракций 200 – 350°С прямогонной и дистиллята каталитического крекинга в соотношении 1:1. Исходное сырьё содержало 1,3% мас. серы, 33% об. сульфируемых углеводородов, имело йодное число 12 и цетановое число 45. Процесс проводили на алюмокобальтмолибденовом катализаторе [6].
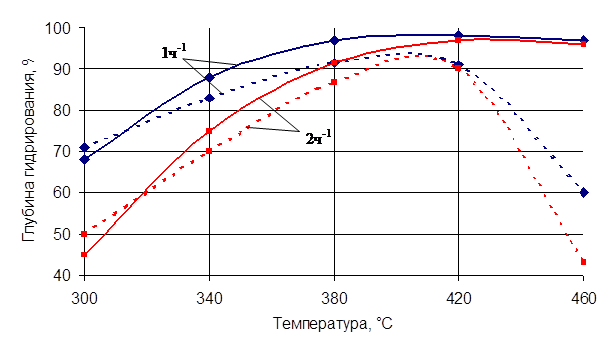
пунктирные линии – непредельные углеводороды; сплошные линии – сернистые соединения.
Рисунок 1 – Влияние температуры на глубину гидрирования сернистых соединений и непредельных углеводородов при гидроочистке смеси дистиллятов прямой перегонки и каталитического крекинга.
По мере увеличения температуры с 300 до 380 – 420°С содержание сульфирующихся углеводородов в гидрогенизате снижалось с 33 до 30 – 31 % об., а при дальнейшем повышении температуры до 460°С несколько увеличивается вследствие частичного дегидрирования нафтеновых углеводородов. В соответствии с этим при повышении температуры с 300 до 380°С цетановое число топлива возрастает на 1 – 2 пункта, а при дальнейшем возрастании температуры начинает несколько уменьшаться [6].
О влиянии температуры на глубину деароматизации можно судить по данным рисунка 2 [7].
![]()
|
|
|
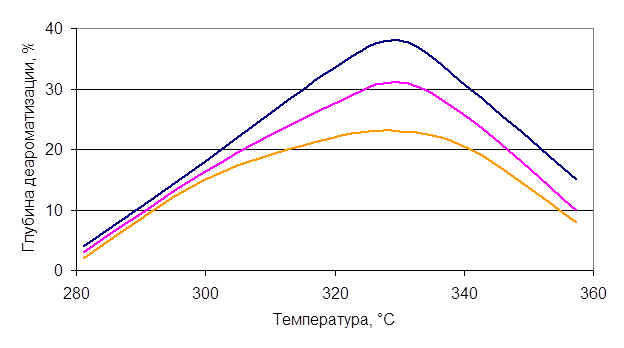 Рисунок 2 – Зависимость глубины деароматизации от температуры при разной объёмной скорости подачи сырья.
Рисунок 2 – Зависимость глубины деароматизации от температуры при разной объёмной скорости подачи сырья.
Исследования проводились на катализаторе обладающем дополнительной гидрокрекирующей активностью, предназначенного для деароматизации прямогонного дизельного топлива. Они позволили выявить оптимальные значения технологических параметров. Оптимальная температура процесса составляет 330°С. При ней достигается максимальная глубина деароматизации (рисунок 2). Существование максимума обусловлено снижением констант химического равновесия реакций гидрирования при увеличении температуры (таблица 3).
При гидроочистке фракций дизельного топлива повышение общего давления при заданном соотношении водород : сырьё увеличивает глубину очистки до тех пор пока сырьё находится преимущественно в газовой фазе, дальнейшее повышение давления ухудшает результаты процесса за счёт диффузионных ограничений. При заданном общем давлении и повышении соотношения водород : сырьё результаты очистки улучшаются до полного испарения сырья; при наличии жидкой фазы транспортирование водорода к поверхности катализатора обычно является лимитирующей стадией процесса и повышение парциального давления водорода увеличивает скорость диффузии за счёт уменьшения доли сырья, находящегося в жидкой фазе, т.е. уменьшения толщины плёнки жидкости на поверхности катализатора. После полного испарения сырья глубина гидроочистки с увеличением парциального давления водорода при неизменном общем давлении уменьшается вследствие снижения парциального давления сырья (рис. 3) [8].
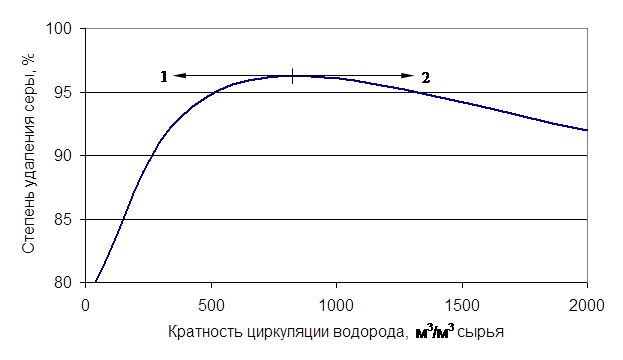
1 – жидкофазный процесс; 2 – газофазный процесс.
Рисунок 3 – Влияние кратности циркуляции водорода на полноту обессеривания газойля 200 – 350°С прямой перегонки
При гидроочистке дистиллятов вторичного происхождения – газойлей каталитического крекинга и коксования – глубина обессеривания, равная 90%, достигается при парциальном давлении водорода около 2 – 3 МПа. Однако эти продукты имеют низкие цетановые числа. Для получения дизельного топлива с цетановым числом не менее 45 требуется изменение условий гидроочистки и в первую очередь величины парциального давления водорода, т.е. необходим процесс гидрирования.
На рисунке 3 приведены основные результаты гидроочистки фракции 200 – 350°С газойля каталитического крекинга, имеющего следующую характеристику: содержание серы – 1,53 %(масс.), количество сульфирующихся углеводородов – 47 %(об.), йодное число – 47, цетановое число – 37. Гидроочистку проводили на алюмокобальтмолибденовом катализаторе при температуре 380°С и объёмной скорости подачи сырья -
1,0 ч-1 [1].
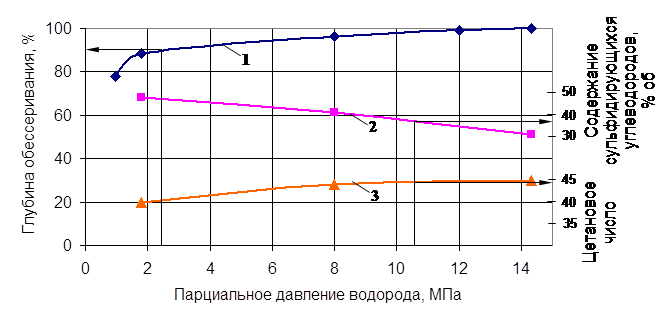
1 – глубина обессеривания; 2 – содержание сульфирующихся углеводородов; 3 – цетановое число
Рисунок 4 – Влияние парциального давления водорода на глубину гидроочистки газойля каталитического крекинга.
Из рисунка 4 видно, что глубина обессеривания продукта, равная 90% (содержание серы 0,15 – 0,2 %(масс.)), достигается при парциальном давлении водорода около 2 МПа, т.е. гидрообессеривание протекает достаточно полно в условиях, аналогичных условиям гидроочистки прямогонных фракций.
Низкосернистые и достаточно высокоцетановые топлива можно получить при гидроочистке смеси дистиллятов прямой перегонки и вторичного происхождения. В этом случае достаточно приемлемые результаты достигаются при парциальном давлении водорода 3 – 3,5 МПа, т.е. облагораживание таких смесей можно проводить на промышленных установках гидроочистки, рассчитанных на общее давление 5 МПа [1].
Объёмная скорость подачи сырья в зависимости от его качества, требуемой глубины очистки и условий процесса может изменяться в очень широких пределах – от 0,5 до 10 ч-1. Для тяжёлого сырья и сырья вторичного происхождения объёмная скорость наименьшая.