Оптимизация ректификации фракции этан-пропен-пропан в простых и сложных колоннах
Итак, нами было предложено четыре схемы ректификации.
Сравнение энергопотребления схем проводили по критерию минимальных энергозатрат, которые вычисляли как сумму тепловых нагрузок на кипятильники колонн. Все аппараты технологической схемы работают при давлении 40 кг/см2.
Все расчеты проводили на 20 тон/час исходной смеси различных составов с помощью программного комплекса PRO П. Извест
но, что концентрационный симплекс исходных составов питания делится на области оптимальности, в каждой из которой оптимальна своя технологическая схема. Размер и положение этих областей определяется составом питания разделяемой смеси при прочих равных параметрах. Поэтому нами были выбраны 4 различных состава, указанных в таблице 8.
Таблица. 8. Исследуемые составы питания
|
Состав 1 |
Состав 2 |
Состав 3 |
Состав 4 | |
|
Этан |
0,33 |
0,50 |
0,50 |
0,01 |
|
Пропен |
0,33 |
0,10 |
0,40 |
0,55 |
|
Пропан |
0,34 |
0,40 |
0,10 |
0,44 |
Этан
 |
Пропен Пропан
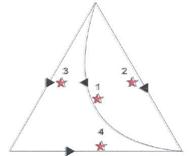
Рис. 9. Исходные составы питания концентрационного симплекса Состав 1 является эквимолярньм и находится в центре концентрационного симплекса, составы 2 и 3 и 4 смещены к его граням (рис. 9). Отметим также, что состав 4 является промышленным.
Мы также рассмотрели два различных набора значений по чистоте получаемых
продуктов. В первом случае концентрацию среднекипящего компонента задавали равной 95% мольн., во втором - 90%мольн., чистота остальных компонентов равна 99% для обоих вариантов.
В ходе расчетов для каждой технологической схемы нами были определены оптимальные положения тарелок питания, обеспечивающих минимальное энергопотребление в кубы колонн.
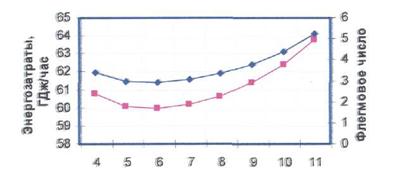
Для определения оптимальной тарелки питания в каждой колонне потребовалось проведение серии расчетов. В проектном варианте расчета в каждой колонне варьировали тарелку питания по высоте аппарата и сравнивали значения флегмового числа и тепловых нагрузок. В качестве примера на рис. 10 приведем зависимости энергозатрат на разделение и флегмового число от положения тарелки питания для первой схемы состава 1.
Тарелка питания
 |
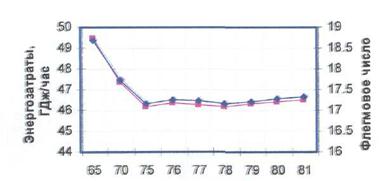
Рис. 10. Зависимость энергозатрат на разделение и флегмового числа от положения тарелки питания для схемы 1 состава 1. а - для колонны выделения этана, б - для колонны разделения пропена – пропана.
Отметим, что для других технологических схем зависимости энергозатрат и флегмового числа носят идентичный характер. Поэтому рассмотрим окончательные результаты расчетов, представленные в табл. 9
Таблица. 9. Результаты параметрической оптимизации технологических схем при чистоте пропена 95%
|
оптим. тар. |
Qкип., ГДж/час |
Q конд. ГДж/час |
Qсум кип., ГДж/час |
Qcyм конд., ГДж/час | |||
|
кол 1/ко л 2 |
кол 1 |
/ко л 2 |
кол 1 |
/ко л 2 |
|||
|
Состав 1 | |||||||
|
схема 1 |
6/75 |
7,004 |
39,155 |
-6,8653 |
-39,098 |
46,167 |
-45,963 |
|
схема 2 |
81/17 |
51,94 |
10,28 |
-51,82 |
-10,16 |
62,21 |
-61,98 |
|
схема 3 |
31/40 |
328,41 |
-300,49 |
-28,143 |
328,41 |
-328,64 | |
|
схема 4 |
78/15 |
47,146 |
33,414 |
-79,981 |
80,56 |
-79,981 | |
|
Состав 2 | |||||||
|
схема 1 |
7/15 |
5,965 |
14,337 |
-5,413 |
-14,276 |
20,302 |
-19,689 |
|
схема 2 |
86/7 |
21,764 |
3,3177 |
-21,241 |
-3,2246 |
25,0817 |
-24,4656 |
|
схема 3 |
24/29 |
393,36 |
-419,03 |
-11,345 |
393,36 |
-430,37 | |
|
схема 4 |
85/17 |
25,966 |
0,27609 |
-25,65 |
26,243 |
-25,65 | |
|
Состав 3 | |||||||
|
схема 1 |
5/66 |
6,6171 |
40,975 |
-6,4001 |
-40,934 |
47,592 |
-47,334 |
|
схема 2 |
84/5 |
77,54 |
5,02 |
-77,47 |
-4,84 |
82,56 |
-82,31 |
|
схема 3 |
25/38 |
415,2 |
-405,2 |
-8,3288 |
415,2 |
-413,53 | |
|
схема 4 |
70/20 |
57,097 |
1,0929 |
-57,947 |
58,19 |
-57,947 | |
|
Состав 4 | |||||||
|
схема 1 |
10/77 |
5,2894 |
57,845 |
-5,2917 |
-57,721 |
63 ,135 |
-63,0127 |
|
схема 2 |
80/10 |
380,01 |
0,41624 |
-379,91 |
-0,41622 |
380,43 |
-380,33 |
|
схема 3 |
20/56 |
254,9 |
-44,025 |
-210,78 |
254,9 |
-254,81 | |
|
схема 4 |
80/20 |
60,955 |
4,00 |
-64,815 |
64,955 |
-64,815 | |