Методы оценки температурного состояния
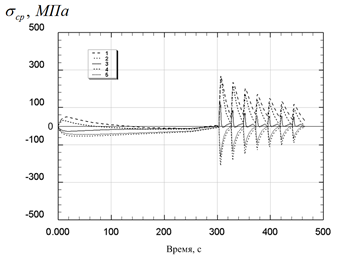
Рис.5.8. График изменения средних температурных напряжений в контрольных точках при предварительном подогреве оправки в течение 300 с и последующей работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
Как видно из рис.5.8, режим "мягкого" нагрева оправки перед прошивкой позволяет снизить термичес
кие напряжения в оправке в момент ввода ее в работу. Значения средних температурных напряжений в этом случае составляют менее 300 МПа, а при последующих циклах это значение никогда не превышает значение первого цикла. Это является важным результатом, поскольку приведет к повышению срока службы оправки.
Далее для сравнения рассматривается термонапряженное состояние оправки другой калибровки, геометрическая конфигурация которой отличается от рассмотренной выше оправки меньшими диаметральными размерами. Выбор такой калибровки связан с возможностью применения данной оправки при прошивке заготовок малого диаметра. Условия работы оправки приняты идентичными случаю циклической работы оправки большего диаметра в режиме нагрев - охлаждение на воздухе.
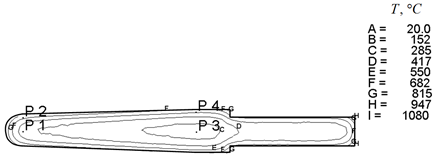
Рис.5.9. Температурное поле оправки малого диаметра в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рис.5.9 показано температурное поле оправки малого диаметра в первом цикле прошивки при еще не установившемся режиме термоциклического нагружения. В контрольных точках P1 - P5, обозначенных на рисунке, фиксируются значения температур и средних напряжений. Максимальное зафиксированное значение температуры составляет ![]() .
.
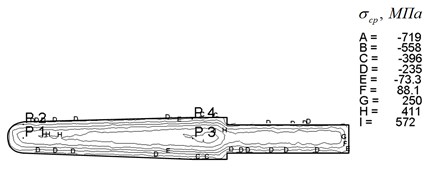
Рис.5.10. Поле средних температурных напряжений в оправке малого диаметра в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рисунке 5.10 показано поле средних температурных напряжений, возникающих в оправке малого диаметра в начале процесса прошивки при еще не установившемся режиме. Как видно из рисунка, наблюдается поле напряжений, схожее с рис.5.2, но с поправкой на новую геометрическую форму оправки.
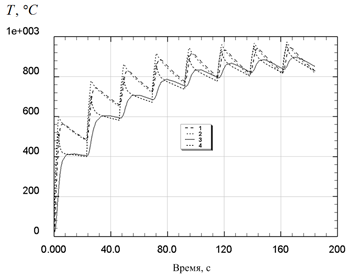
Рис.5.11. График изменения температур в контрольных точках при работе оправки малого диаметра в циклическом режиме нагрев - охлаждение на воздухе.
Как видно из рис.5.11, нагрев оправки меньшего диаметра до рабочих температур происходит значительно быстрее, чем в случае с оправкой большего диаметра. Наиболее существенный нагрев происходит в первом и втором циклах работы. Также наблюдается меньшее различие температур на оси оправки и в приповерхностных слоях. На основе этих графиков также можно сделать вывод о том, что седьмой и восьмой циклы - это уже установившийся режим термоциклического нагружения.
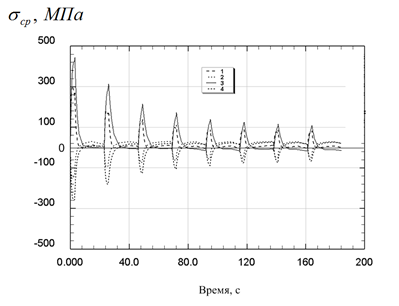
Рис.5.12. График изменения средних температурных напряжений в контрольных точках при работе оправки малого диаметра в циклическом режиме нагрев - охлаждение на воздухе.
Рис.5.12 иллюстрирует изменение средних температурных напряжений в оправке малого диаметра при работе в циклическом режиме нагрев - охлаждение на воздухе. Во время самого первого цикла, как и в случае с оправкой большего диаметра, наблюдается большая амплитуда изменения напряжений как растягивающих, так и сжимающих. То есть в начале циклического режима работы оправка малого диаметра находится в не менее тяжелых с точки зрения напряженного состояния условиях, чем оправка большего диаметра. Наблюдаются некоторые отличия от случая с оправкой большего диаметра. Повышение скорости релаксации термических напряжений, проявляющееся в более резком их снижении на этапе спада, приводит к их снижению за меньшее время по сравнению с оправкой большего диаметра. Также за меньшее количество циклов (приблизительно за пять циклов) оправка выходит на стабильный установившийся режим термоциклического нагружения с постоянной амплитудой изменения температурных напряжений.
Для сравнения, усилие ![]() , действующее со стороны металла на оправку малого диаметра составляет от нескольких единиц до 110 МПа в зависимости от расстояния по длине оправки
, действующее со стороны металла на оправку малого диаметра составляет от нескольких единиц до 110 МПа в зависимости от расстояния по длине оправки ![]() [4]. Значения же термических напряжений достигает величин 450 МПа, как это видно из рисунка 5.12. Поэтому воздействие термических напряжений очень существенно, и это надо учитывать при разработке мер по увеличению срока службы прошивной оправки.
[4]. Значения же термических напряжений достигает величин 450 МПа, как это видно из рисунка 5.12. Поэтому воздействие термических напряжений очень существенно, и это надо учитывать при разработке мер по увеличению срока службы прошивной оправки.
В данной задаче не были рассмотрены напряжения, возникающие от механического воздействия металла на оправку, а также условия трения на границе металл - окалина - оправка. Не было учтено влияние слоя окалины со значительно изменяющейся теплопроводностью на температурное поле оправки. Поэтому надо учитывать, что суммарные напряжения, возникающие в оправке, будут выше.
При моделировании задачи термоупругости был использован пакет программ "Deform3D", в частности модуль подготовки данных "Термообработка", фирмы "Scientific Forming Company". Полученные результаты имеют хорошее сходство с аналогичной задачей, приведенной в работе [4]. В этой работе данные были получены путем решения сеточных уравнений методом конечных разностей. Можно сделать вывод о сходстве результатов, полученных с помощью метода конечных элементов при моделировании в программе "Deform3D" и результатов, полученных при численном решении дифференциальных уравнений задач теплопроводности и термоупругости.
6. Износостойкость прошивных оправок
Во время работы оправки подвергаются длительному циклическому воздействию высокой температуры (носик разогревается до 800 .1000 °С) и значительного давления (до 170 МПа), поэтому материал оправок должен обладать высокой прочностью, термостойкостью и повышенной теплопроводностью. Даже при высокой прочности материала, но при недостаточной его термостойкости и теплопроводности, носик оправки быстро разогревается, теряет форму и оправка выходит из строя. Кроме того, поверхность оправки не должна свариваться с прокатываемым металлом. Это достигается образованием оксидной пленки на поверхности оправки при термообработке, защищающей ее при контакте во время работы с прокатываемым металлом.
На стойкость оправок влияет большое количество факторов: химический состав материала и режим термообработки оправок, их калибровка, марка прокатываемой стали, качество нагрева заготовок, режим прокатки, условия охлаждения оправок. В настоящее время в трубном производстве в качестве материала оправок широко применяется сталь марки 20ХН4ФА, содержащая, %: 0,17 .0,24 С; 0,25 .0,35 Мп; 0.17. Д37 Si; 0,7 .1,0 Cr; 3,17 .4,25 Ni; 0,15 .0,30 V; используют также сталь марок 40ХМФС, 38Х2МФЮА, 4Х5МФС и др.
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода