Виды колебаний лопаток в авиационных двигателях в рабочих условиях и способы их устранения
2.1 Метод измерения ЧСК с использованием вибровозбудителя колебаний переменной частоты
Метод поясняется с помощью блок-схемы, приведенной ниже на рис.4.
С генератора 1 напряжение переменной частоты подаётся на вибровозбудитель 2 (при необходимости использования вибровозбудителя большой мощности используется усилитель мощности 3). Возбуждаемые колебания детали 4 воспринимаются пьезодатчи
ком (или щупом с датчиком) 5. Сигнал с датчика поступает на вход "У" осциллографа 6. На вход "Х" осциллографа через нормирующий делитель 7 подаётся напряжение с генератора.
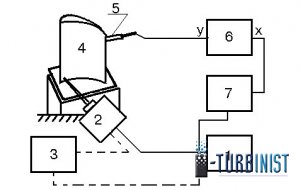
Рис.4. Блок-схема измерения ЧСК с использованием вибровозбудителя колебаний переменной частоты.
1 – генератор переменной частоты, 2 – вибровозбудитель, 3 – усилитель мощности, 4 – деталь, 5 – пьезодатчик, 6 – осциллограф, 7 – делитель.
При наличии сигнала с датчика с частотой возбуждения на экране осциллографа будет регистрироваться эллипс. Если частота возбуждения, регистрируемая датчиком, будет отлична от частоты генератора, то на экране будет регистрироваться фигура, отличная от эллипса. Плавным изменением частоты генератора находится резонансная частота по максимальному значению сигнала, поступающего с датчика на вход "У". По шкале частоты генератора фиксируется значение резонансной частоты, соответствующее собственной частоте. С помощью данного метода можно определить резонансные частоты в широком диапазоне частот. Схема рис.4 используется также для определения форм колебаний. Для этого фиксируется положение вибровозбудителя, а щуп перемещается по детали. На узловой линии амплитуда сигнала с датчика, поступающего на вход "У", будет падать до 0, а при её пересечении фаза изменится на 180°. Изменение фазы контролируется по наклону эллипса на экране осциллографа. Сканируя щупом поверхность детали, можно нарисовать картину узловых линий. При консольном защемлении детали и возбуждении на низшей частоте узловая линия находится в заделке и смена фазы при сканировании поверхности детали не происходит. Следует отметить, что если для данной формы колебаний возбуждение будет осуществляться через узел колебаний, то колебания не будут возбуждаться и эта форма останется незамеченной [3].
Аналогичным образом можно определять картину узловых линий, если закрепить пьезодатчик и сканировать вибровозбудителем поверхность детали. Однако если присоединённая масса вибровозбудителя будет соизмерима с массой детали, то картина будет искажена.
2.2 Метод измерения ЧСК с использованием ударного возбуждения
Схема реализации этого метода приведена ниже на рис.5. По данной схеме возбуждение детали 1 осуществляется молотком 2 с мягким наконечником. Колебания регистрируются с помощью акселерометра 3, подключённому на вход виброанализатора 4.
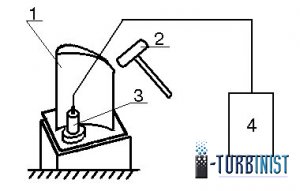
Рис.5. Схема измерения ЧСК с использованием ударного возбуждения.
1 – деталь, 2 – молоток с мягким наконечником, 3 – акселерометр,
4 – виброанализатор типа "Агат", "Кварц".
Современные анализаторы имеют функцию измерения ЧСК ударным методом. Из отечественных приборов такого класса наибольшее распространение получили виброанализаторы типа "Агат", "Кварц" фирмы "Диамех", в которых реализуется такая функция. Порядок работы с помощью данной функции приведён в техническом описании используемого анализатора. Такой метод эффективен и при определении резонансных свойств опорных конструкций агрегатов. Снятие ЧСК с помощью акселерометра и анализатора при ударном возбуждении лучше производить в режиме измерения ускорения, а не скорости и смещения. В режиме измерения скорости и смещения осуществляется одно или двукратное интегрирование. Затухающий процесс имеет широкий частотный спектр, который может выйти за область интегрирования. Это может привести к недостоверным результатам.
3. Устройства для зажима рабочих лопаток ГТД при контроле ЧСК в технологической оснастке
3.1 Требования к устройствам для зажима лопаток
Точность измерительных средств, как правило, на два порядка выше, чем требуемая точность измерения ЧСК. Поэтому достоверность результатов контроля преимущественно определяется способом и устройствами для закрепления лопаток. Для достоверности было бы правильнее контролировать частоты при реальном защемлении в роторе. Но контроль ЧСК рабочих лопаток турбины после установки в диск выполнить нельзя, ввиду наличия качки в замках. Их защемление в замках обеспечивается при работе под действием центробежных сил. Контроль ЧСК рабочих лопаток компрессора хотя и производится в составе ротора, но всё равно приходится проводить контроль частот лопаток до их установки, так как установка лопаток с исходно несоответствующими ТУ частотами может привести к неоправданным затратам.
Поэтому возникает необходимость проводить контроль ЧСК рабочих лопаток турбины и компрессора ГТД с применением технологической оснастки. Для этого необходимо выбрать такую оснастку, чтобы её применение не привело к изменению частотного спектра. При этом должна обеспечиваться стабильность показаний при многократных измерениях. Это возможно, если будут обеспечены достаточная жёсткость зажимных элементов, равномерное защемление замков лопаток, достаточность и стабильность усилия зажима. Масса самого приспособления должна быть, по крайней мере, на порядок больше массы контролируемой лопатки [3].
Следует также отметить, что в некоторых случаях имеет значение степень демпфирования колебаний. С этой точки зрения количество сопрягаемых элементов приспособления должно быть минимизировано. При использовании гидравлических приспособлений зазоры между поршнем и цилиндром должны быть максимально допустимыми, для исключения демпфирования при контакте. Размеры замков должны быть такими, чтобы обеспечивался минимальный ход поршня при защемлении лопатки. Минимум объёма масла под поршнем обеспечивает минимум демпфирования колебаний.
Исходя из этих принципов, разрабатываются технологические устройства для контроля ЧСК лопаток.
3.2 Конструкция и принцип работы оснастки, используемой при контроле ЧСК рабочих лопаток ГТД
Зажимные элементы для хвостовиков лопаток, как правило, изготавливаются индивидуально под каждую ступень. Наряду с этим в практике используется универсальное замковое устройство, которое обеспечивает стабильность защемления хвостовиков лопаток всех типов. Зажимные элементы этого замкового устройства самоустанавливаются по плоскости защемляемых поверхностей лопатки за счёт поворота прижимных элементов, выполненных в виде отрезков цилиндров.
Ниже на рис. 6 приведена схема приспособления, которое используется для контроля ЧСК лопаток ГТД. В нём лопатка 1 устанавливается между зажимными элементами 2, которые помещаются в гидравлическое приспособление 3. Шток с поршнем 3.1 при подаче на него давления масла защемляет зажимными элементами лопатку. При сбросе давления масла пружина 3.2 возвращает поршень в исходное положение. Рабочее давление масла создаётся с помощью пресса 4. Вентиль 4.1 пресса служит для подачи масла в пресс. Вентиль 4.2 перекрывает или открывает магистраль между прессом и гидравлическим приспособлением. Давление регулируется рукояткой 4.3 поршня пресса. Контроль давления осуществляется с помощью манометра 4.4.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды