Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
![]()
где (Uка = 20-22 — суммарное падение напряжения на катоде и аноде, В; Ее = 3,3-3,8 — градиент напряжения (напряженность) в столбе руги. В/мм; l = (0,5-1, l) d — длина дуги, мм; I — сварочный ток. По выбранным Uд и 1 с учетом производительности и КПД выбирают тип сварочного трансформатора (табл.1.3) или выпрямителя (табл.1.4).
Таблица 1.2 Типы и марки электродов в зависимости от марки и механических свойств свариваемого металла
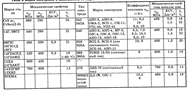
Таблица 1.3 Технические данные сварочных трансформаторов
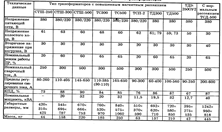
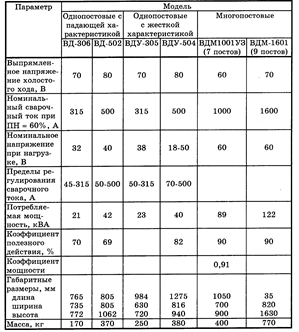
Таблица 1.4 Технические данные сварочных выпрямителей
4. Техника ручной дуговой сварки
При сварке нижних стыковых швов электрод располагают под углом 70-80° к заготовке для обеспечения равномерного покрытия жидкого металла расплавленным шлаком. Для образования сварного шва (рис.1.5, а) электроду сообщается сложное движение: поступательное вдоль оси со скоростью плавления
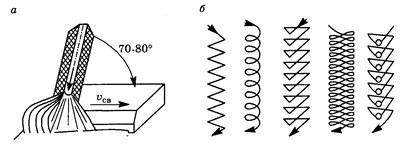
Рис.1.5. Положение (а) и поперечное движение (б) электрода при сварке нижних стыковых швов
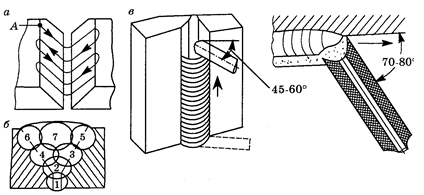
Рис.1.6. Положение и движения электрода при сварке однослойных швов
стержня для поддержания определенной длины дуги и вдоль кромок со скоростью сварки. Колебание конца электрода поперек шва (рис.1.5, б) необходимо для получения определенной его ширины, хорошего провара кромок и замедления остывания сварочной ванны. Характер колебательных движений определяется формой, размером и положением шва в пространстве. При сварке необходимо внимательно следить за расплавлением кромок основного металла и конца электрода, проваром корня шва и не допускать затекания жидкого шлака вперед дуги. При сварке однослойных швов (рис.1.6, а) дуга возбуждается на краю скоса кромки (в точке А), а затем перемещается вниз для проваривания корня шва. На скосах кромок движение электрода замедляется для исключения прожога в зазоре. При сварке многослойных швов (рис.1.6, б) особое внимание уделяется качественному выполнению первого слоя с проваром корня шва, определяющего прочность всего шва. Процесс заканчивается заваркой кратера. Сварка вертикальных швов (рис.1.6, в) выполняется короткой дугой при перемещении электрода снизу вверх и сверху вниз. При сварке горизонтальных швов дуга возбуждается на нижней горизонтальной кромке, а затем переносится на наклонную для поддержания стекающей капли металла. Сварка потолочных швов (рис.1.6, г) выполняется короткой дугой при периодическом замыкании электрода с ванной жидкого металла. Короткие швы длиной до 250 мм сваривают за один проход, т.е. при движении электрода от начала шва к концу. Средние (250-1000 мм) и длинные, более 1000 мм, сваривают за несколько проходов от середины к краям или обратноступенчатым способом.
5. Порядок проведения работы
1. Ознакомиться с процессом зажигания и строением электрической сварочной дуги. 2. Изучить обозначение покрытых электродов. 3. Изучить устройство и работу сварочного трансформатора и выпрямителя. 4. Выбрать режим сварки стали (марку и толщину указывает преподаватель), выбрать тип сварочного трансформатора или выпрямителя, привести его электрическую схему, выполнить сварку и заполнить табл. 5. 1.7. Содержание отчета
1. Схема и краткое описание строения электрической дуги, типов электродов, их покрытий
2. Схема выбранного сварочного трансформатора, выпрямителя, описание его устройства и работы.
3. Выбранный режим сварки (табл.1.5)
Таблица 1 5 Таблица результатов
|
Марка и толщина свариваемого металла |
Тип, марка и диаметр электрода |
Напряжение горения дуги, В |
Сила свароч- ного тока, А |
Тип трансформа- тора выпрямите- ля и его техни ческие данные |
Качество сварного шва по внешнему виду |
Другие рефераты на тему «Производство и технологии»:
- Разработка технологической карты на производство свай квадратного сечения
- Изучение металлургических свойств нового типа железорудного сырья (маггемитовых руд) для подготовки к доменной плавке
- Разработка технологического процесса изготовления передней крышки водомасляного радиатора
- Модернизация привода главного движения станка с ЧПУ
- Защитные диэлектрические пленки в планарной технологии
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды