Анализ программ специальной технологии
Применение средств обучения, когда часть функций преподавателя передается им, определенным образом влияет на организацию и методику учебного процесса, на методы организации познавательной деятельности учащихся и руководства ею.
Слово преподавателя, несмотря на его огромное значение в учебном процессе, в данном случае перестает быть единственным источником информации. Уменьшается удельный ве
с устного опроса на уроке, его в значительной степени заменяет работа учащихся с применением контролирующих машин, экзаменаторов. Изменяется характер деятельности учащихся по изучению материала на различных этапах учебной работы.
Просмотр учебных видеофильмов, демонстрация их в целях подведения итогов изучения темы, работа на репетиторе и тренажере – это вносит особенности в организацию учебных занятий и методы обучения. В деятельности преподавателя преобладающим становится руководство познавательной деятельностью учащихся. Однако все это ни в коей мере не снижает роль преподавателя па руководству учебным процессом.
В процессе обучения не только передаются знания учащимся, но и осуществляется сложное воздействие личности преподавателя на них, в результате чего формируются их мировоззрение, нормы поведения, происходит становление характера. Поэтому центральной фигурой сложного и многогранного педагогического процесса был, есть и будет преподаватель. Все средства, в том числе и так называемые обучающие машины, – лишь орудия в руках преподавателя, увеличивающие возможности его воздействия на учащихся.
В настоящее время в системе профессионально–технического образования принят курс на комплексное методическое обеспечение учебно–воспитательного процесса учебной документацией и средствами обучения.
В комплексных мероприятиях МО РБ по реализации Основных направлений реформы общеобразовательной и профессиональной школы поставлена задача перейти на комплексное методическое обеспечение каждого предмета, включающее учебные планы и программы, учебник или учебное пособие, методику, дидактические материалы, рекомендации по интенсификации учебного процесса.
Под комплексным методическим обеспечением понимается разработка и создание оптимальной системы учебно–методической документации и средств обучения, необходимых для полного и качественного обучения предметам (профессиям) в рамках времени, отведенного учебным планом.
Система (комплекс) учебно–методической документации и средств обучения по предмету (профессии) включает:
1. Учебную документацию: учебный план, учебную программу, перспективно–тематический план, план урока.
2. Средства для учащихся: учебник, учебное пособие (при отсутствии — конспекты лекций), справочник, сборник задач, сборник заданий для выполнения упражнений и самостоятельных работ, руководство для выполнения лабораторно–практических работ, комплекты инструкционно–технологической документации.
3. Дидактические средства на урок: наглядные пособия, технические средства обучения, дидактические материалы, демонстрационное оборудование, устройства для контроля знаний и умений учащихся.
4. Учебное оборудование для выполнения учебно–производственных и лабораторно–практических работ.
5. Средства для преподавателя, мастера — частная методика, методические разработки по темам, методические рекомендации, информационные материалы о передовом педагогическом и производственном опыте и т. д.
Преимущественные дидактические функции (возможности) основных видов средств обучения, применяемых при изучении специальных и общетехнических предметов, а также наиболее типичные учебные ситуации их применения, которые необходимо учитывать при определении оптимального минимума средств обучения, составляющих комплекс.
Комплексный подход к оснащению учебно–воспитательного процесса средствами обучения как централизованно, так и непосредственно в училищах создает наиболее благоприятные условия для дальнейшего совершенствования обучения и воспитания учащихся средних профтехучилищ.
В нашей курсовой работе мы предлагаем одно из передовых средств обучения - блок-конспект, как средство активизации познавательной деятельности учащихся на уроках
Имея БК, ученики мотивированно включаются в учебную деятельность и без лишних затрат времени самостоятельно решают определенный класс задач, благодаря чему у них формируются необходимые способы, деятельности.
Зрительный ряд блок-конспекта, т. е. рисунки, схемы, таблицы, располагаются на одной стороне страницы, вторая — пустая и предназначена для записей и пометок учащегося.
4.Блок-конспект
Рис.
Точечная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках (рисунок 1). Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной сварки можно создавать до 600 соединений за 1 минуту. Применяется для соединения тончайших деталей (до 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности.
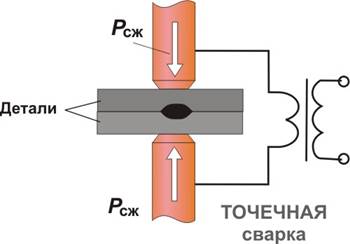
Рисунок 1 – Точечная сварка
Точечная сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. В процессе сварки ток проходит от одного электрода к другому через металл заготовок. Электроды для контактной точечной сварки изготовляются из сплавов с высокой электропроводностью, чтобы сопротивление в контакте электрод-деталь было минимальным. Поэтому в местах контактов деталь-деталь происходит наибольший нагрев за счет наибольшей величины электрического сопротивления. Разогрев и расплавление металла под действием электрического тока приводит к образованию литого ядра сварной точки, диаметр которой обычно составляет 4—12 мм.
Рис.
Рис.
Рис.
Рис.
Различают мягкий и жесткий режимы точечной сварки. Мягкий режим характеризуется большей продолжительностью времени сварки и плавным нагревом заготовок умеренными силами тока, с плотностью тока на рабочей поверхности электрода обычно не превышающей 100 А/мм². Время протекания тока обычно 0,5—3 секунды. Преимуществами мягких режимов являются меньшие потребляемые мощности, по сравнению с жесткими режимами; меньшие нагрузки сети; менее мощные и более дешевые сварочные машины, необходимые для производства точечной сварки; уменьшение закалки зоны сварки. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Другие рефераты на тему «Педагогика»:
- Закономерности и принципы воспитания
- Формирование экологических знаний при изучении темы "Кремниевая кислота. Соли кремниевой кислоты"
- Арт-терапия как инновационная технология арт-педагогики
- Теория свободного воспитания Руссо и свободного образования Толстого: общее и особенное
- Психолого–педагогические основы эффективности гражданского воспитания детей дошкольного возраста в условиях детского сада
Поиск рефератов
Последние рефераты раздела
- Тенденции развития системы высшего образования в Украине и за рубежом: основные направления
- Влияние здоровьесберегающего подхода в организации воспитательной работы на формирование валеологической грамотности младших школьников
- Характеристика компетенций бакалавров – психологов образования
- Коррекционная программа по снижению тревожности у детей младшего школьного возраста методом глинотерапии
- Формирование лексики у дошкольников с общим недоразвитием речи
- Роль наглядности в преподавании изобразительного искусства
- Активные методы теоретического обучения