Организация поточного производства на предприятии
Линии с пульсирующим движением конвейера создаются в тех случаях, когда по условию технологического процесса операции должны выполняться при неподвижном объекте производства на рабочем конвейере. В этом случае привод конвейера включается автоматически через заданный интервал времени только на время, необходимое для перемещения изделий на следующую операцию. Пульсирующий конвейер через определе
нные промежутки времени периодически останавливается, а затем снова движется.
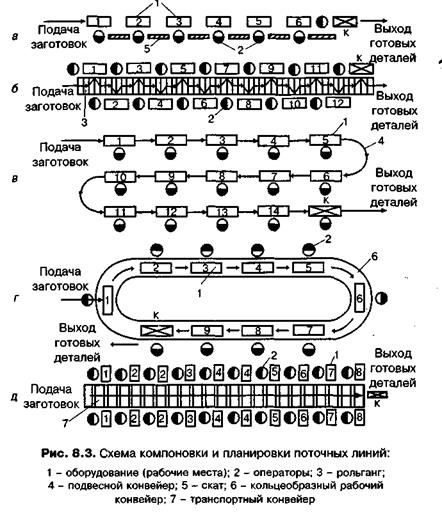
В зависимости от места выполнения операций различают рабочие конвейеры, когдавсе операции выполняются непосредственно на их несущей части, и распределительные, когда операции выполняются на стационарных рабочих местах.
6. По уровню механизации процессов различают автоматические и полуавтоматические поточные линии.
Полуавтоматические поточные линии агрегатированы из специальных станков-полуавтоматов (с последовательным, последовательно-параллельным и параллельным агрегатированием).
Автоматические поточные линии характеризуются объединением в единый комплекс технологического и вспомогательного оборудования и транспортных средств, а также автоматическим централизованным управлением процессами обработки и перемещения предметов труда. На этих линиях все технологические, вспомогательные и транспортные процессы полностью синхронизированы и действуют по единому такту (ритму).
7. По степени охвата производства.
Все поточные линии подразделяются на участковые, цеховые и заводские, сквозные.
Показатели оценки поточных линий
Для правильной организации поточных линий и рационального планирования их работы необходимы обоснованные расчеты основных параметров, характеризующих поточные линии.
Расчет такта (ритма) потока. Мерой ритмичности и непрерывности потока является такт, представляющий собой промежуток времени между выпуском двух следующих одно за другим готовых изделий с поточной линии. Средний такт линии (в час, мин) должен быть строго согласован с производственной программой линии и рассчитывается по формуле:
![]() ,
,
плановый период (месяц, смена), выражается в ч, мин; N - производственная программа выпуска продукции за тот же плановый период.
Такт рабочего места, или рабочий такт, определяется по формуле:
![]() ,
,
где Нti - норма времени на выполнение i-й операции на линии, норма-час; К - средний коэффициент перевыполнения норм; ni - количество параллельно работающих мест на данной операции потока.
Если операция выполняется на одном рабочем месте, то рабочий такт равен норме времени на выполнение этой операции с учетом перевыполнения норм. При условии синхронизации всех операций такт всей поточной линии будет совпадать с тактом каждого рабочего места.
В тех случаях, когда передача с операции на операцию осуществляется транспортными партиями (для небольших деталей, при малой величиной такта, измеряемой секундами), рассчитывается ритм поточной линии:
rp=rnтр,
где птр - величина транспортной (передаточной) партии.
Ритм характеризуется количеством изделий в натуральном выражении, ритмично выпускаемых на поточной линии в единицу времени (ч, мин, сек).
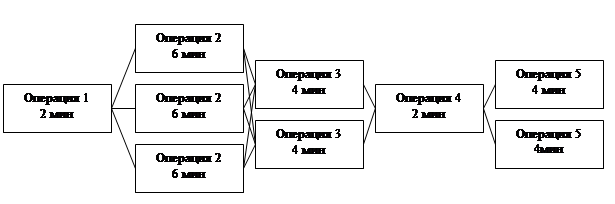
Рассмотрим на примере особенности организации производства на предприятии поточным методом. Для обработки детали № 1 требуется технологический процесс, состоящий из пяти операций, время выполнения которых соответственно равно: t1 = 2 мин, t2 = 6 мин, t3 = 4 мин, t4 = 2 мин, t5= 4 мин. Задана месячная программа (N = 9000 шт.). Эффективный фонд времени работы оборудования за месяц составляет 300 ч, или 18000 мин.
Такт линии будет равен 2 мин / шт. (18000 / 9000), штучное время на всех операциях равно или кратно такту. Следовательно, для согласования ритмичной работы на 1-й операции необходимо иметь один станок, на 2-й операции - втрое больше ставков, чем на 1-й, так как время выполнения 2-й операции в 3 раза больше (6 : 2=3). Аналогично рассчитывается потребное число станков на всех остальных операциях. Схематически это можно представить на рис. 1.
Расчет числа рабочих мест. На непрерывно-поточных линиях после проведения синхронизации (выравнивания) операций необходимо определить на тех из них, длительность которых кратна среднему такту потока, соответствующее количество рабочих мест по формуле:
![]()
Если нормы времени на операциях равны или кратны такту, то при расчете количество рабочих мест равно целому числу. Если же процесс не полностью синхронизирован, то в результате расчета число рабочих мест получается дробным. После соответствующего анализа его необходимо округлить в большую или меньшую сторону до целого числа. Это будет принятое число рабочих мест на каждой i операции wi рас. Перегрузка допускается в пределах 5-6 %.
Коэффициент загрузки рабочих мест на каждой операции в процентах равен:
кз.оi = 100(wi рас /wi фак),
где wi рас - расчетное число рабочих мест на i-и операции; wi фак - фактическое число рабочих мест на i-и операции;
Средний коэффициент загрузки рабочих мест на поточной линии в процентах равен:
где m - число операций на линии.
Желательно иметь в массово-поточном производстве нижний предел загрузки рабочих мест 80 - 85 %, а в серийно-поточном - 70 - 75 %.
Число рабочих-операторов на i-й операции равно:
Poi = (wi факf)/wi o.p
где wi o.p, - норма обслуживания на i-й операции; f- число смен.
Количество рабочих, необходимое для обслуживания поточных линий, определяется в зависимости от количества рабочих мест. Однако, оно не всегда совпадает с необходимым количеством рабочих. Если время рабочего в общей продолжительности выполнения операции занимает небольшую долю, то учитывается возможность многостаночного обслуживания.
Расчет количества оборудования. Расчетное количество оборудования на отдельных операциях определяется в соответствии с заданным тактом потока по формуле:
![]()
Количество единиц оборудования на i-м рабочем месте потока можно рассчитать по формуле:
![]()
где Ni - сменное производственное задание i-му рабочему месту потока, Nтэ – технико-экономическая норма использования ведущей машины (максимальная мощность ведущего оборудования).
Коэффициент использования оборудования на i-той операции определяется по формуле:
![]() ,
,
где Сiфакт - фактическое число единиц оборудования на i-той операции.
Определение периода конвейера. При организации непрерывно-поточного производства строго должен выдерживаться режим, заключающийся в подаче изделий на рабочие места равными партиями через равные промежутки времени. Это условие выполняется в том случае, если в качестве транспортных средств используются транспортные, рабочие и распределительные конвейеры.