Предмет и объект производственного менеджмента
5. Местные контактные аудитории. Любая фирма имеет дело с местными контактными аудиториями, такими, как окрестные жители и общинные организации.
6. Широкая публика. Фирме необходимо придирчиво следить за отношением широкой публики к своим товарам и своей деятельности. И хотя широкая публика не выступает по отношению к фирме в виде организованной силы, образ фирмы в глазах публики сказываетс
я на ее коммерческой деятельности.
7. Внутренние контактные аудитории. К внутренним контактным аудиториям фирмы относятся ее собственные рабочие и служащие, добровольные помощники, управляющие, члены совета директоров. Когда рабочие и служащие хорошо настроены по отношению к собственной фирме, их позитивное отношение распространяется и на другие контактные аудитории.
На поставщиков, партнеров и посредников можно воздействовать через: переговоры, договорные отношения, компромиссное сочетание элементов.
(26) Расчет времени при последовательном движении деталей
Естественный процесс – когда никаких действий со стороны начальника на предмет труда не производится. Процесс преобразования происходит естественным образом (н-р, выпечка хлеба).
Транспортные процессы – перемещение детали или изделия между рабочими местами или технологическими операциями.
Различают простой и сложный производственные циклы.
Простой производственный цикл – это цикл изготовления детали.
Сложный производственный цикл – цикл изготовления изделия.
Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию.
Существуют три вида движения детали (изделий) в процессе их изготовления:
1. последовательный;
2. параллельный;
3. параллельно-последовательный;
Использование того или иного способа зависит от величины партии изготовления, технологии;
При последовательном виде движения(перемещения) каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции Этот способ применяется в единичном производстве.
При последовательном виде движения деталей (изделия) отсутствуют перерывы в работе оборудования и рабочего на каждой операции, возможна высокая загрузка оборудования в течение смены, но производственный цикл имеет наибольшую величину, что уменьшает оборачиваемость оборотных средств.

Операционный цикл при последовательном движении партии деталей
Алгебраический расчет последовательного движения
Т посл=∑t ист-к * n = кол-во деталей в партии * норма выполнения операции
![]()
где n – количество деталей в производственной партии (шт); Чоп – число операций технологического процесса; tштi – норма времени на выполнение i-й операции (мин).
(27) Расчет времени при параллельно-последовательном движении деталей
Транспортные процессы – перемещение детали или изделия между рабочими местами или технологическими операциями.
Параллельно-последовательный вид движения состоит в том, что изготовление изделий на последующей операции начинается до окончания изготовления всей партии на предыдущей операции с таким расчетом, чтобы работа на каждой операции по данной партии в целом шла без перерывов. В отличие от параллельного вида движения здесь происходит лишь частичное совмещение во времени выполнения смежных операций. Отличие параллельно-последовательного движения еще в том, что идет подетальная передача.
В практике существуют два вида сочетания смежных операций во времени - когда время выполнения последующей операции больше (1-ый вид) и меньше (2-ой вид) времени выполнения предыдущей операции.
Когда время выполнения последующей операции меньше времени выполнения предыдущей операции - приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней операционной партии) на последующей операции.
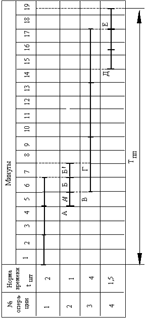
Операционный цикл при параллельно-последовательном движении партии деталей
В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций.
Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном.
Алгебраический расчет параллельно-последовательного движения
T пар-посл. = ∑tштi * n - ∑tдр * n
![]()
где n – количество деталей в производственной партии (шт); Чоп – число операций технологического процесса; tштi – норма времени на выполнение i-й операции (мин).
АБ(=АА), ВГ (равное А'Б'), ДЕ – время последующей операции, перекрываемое временем предыдущей операции.
В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций:
– первая и вторая операции – АБ;
– вторая и третья операции – ВГ;
– третья и четвертая операции – ДЕ;
(28) Расчет времени при параллельном движении деталей
Транспортные процессы – перемещение детали или изделия между рабочими местами или технологическими операциями.
В практике существуют два вида сочетания смежных операций во времени - когда время выполнения последующей операции больше (1-ый вид) и меньше (2-ой вид) времени выполнения предыдущей операции.
Когда время выполнения последующей операции больше времени выполнения предыдущей операции - представляется возможность применять параллельный вид движения деталей и полностью загрузить рабочие места.
Параллельное движение – когда изготовление детали осуществляется параллельно на всех операциях, используется передаточная (транспортировочная) партия. Величина партии обычно определяется емкостью тары (Тара — элемент или разновидность упаковки для размещения продукции, транспортирования, складирования и других логических операций (например, контейнеры, поддоны, картонные ящики, бочки и т.п.)). Этот способ применяется в серийном и массовом производстве.
Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно после выполнения предыдущей операции независимо от готовности остальной партии. Детали передаются с операции на операцию поштучно или операционными партиями, на которые делится производственная партия. Процесс происходит непрерывно, если достигнуто полное равенство или кратность выполнения операций во времени, что характерно для поточных линий. Параллельный вид движения детали (изделий) является наиболее эффективным, но возможности его применения ограниченны, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны потери (перерывы) в работе оборудования и рабочего.