Организация нормирования труда в сфере управления
Решение:
Определим норму времени для элемента 1:
![]() мин,
мин, ![]() .
.
Таким образом, норма времени составит: ![]() мин.
мин.
Определим н
орму времени для элемента 2:
![]() мин,
мин, ![]() .
.
Таким образом, норма времени составит:![]() мин
мин
Определим норму времени для элемента 3:
![]() мин,
мин, ![]() .
.
Таким образом, норма времени составит: ![]() мин.
мин.
Определим норму времени для элемента 4:
![]() мин,
мин, ![]() .
.
Таким образом, норма времени составит: ![]() мин.
мин.
По всем четырем элементам норма времени составит: ![]() мин.
мин.
2.3 Расчет численности вспомогательных рабочих (Задание 4)
Задание 5. Определить численность контролеров ремонтно-механического цеха, в котором работают 250 производственных рабочих. Изготавливаемые детали в большинстве сложные, выборочность окончательного контроля 80%, более половины деталей изготавливается по 3-му классу точности.
Решение:
Явочная численность контролеров, потребная для обслуживания рабочих цеха (участка) в сутки (Нч), определяется по формуле:
![]() , (1)
, (1)
где Нчр – явочная численность основных рабочих;
Нчс – явочная численность рабочих, осуществляющих самоконтроль;
Но – норма обслуживания, скорректированная в соответствии с фактическими условиями:
![]() , (2)
, (2)
где Нон – норма обслуживания по нормативам;
kт – коэффициент, учитывающий класс точности изготовляемой детали;
kсл – коэффициент учитывающий сложность изготовляемой детали;
kк – коэффициент выборочности контроля (определяется из существующих на предприятии форм и видов контрольных операций).
Расчет выполняем по нормативам («Типовые нормы обслуживания для контролеров-приемщиков деталей», «Поправочные коэффициенты к нормам для контролеров-приемщиков деталей»).
По карте нормативов времени определяем норму обслуживания Нон = 40, по карте нормативов времени – поправочный коэффициент на класс точности деталей: kт = 1; kсл = 0,9; kк = 1.
Таким образом, скорректированная норма обслуживания равна:
![]()
Следовательно, численность контролеров должна составлять:
![]() человек.
человек.
2.4 Расчет норм времени на конструкторские и технологические работы (Задание 5)
Задание 5. Определить норму времени на разработку операционной расчётно-технологической карты на технологические операции, выполняемые на станках с ЧПУ. Исходные данные представлены в табл. 2.
Таблица 2
|
№ п/п |
Показатели |
Вариант | |||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | ||
|
1 |
Количество кадров программы |
11 |
14 |
21 |
25 |
37 |
43 |
49 |
51 |
81 |
115 |
|
2 |
Группа сложности |
1 |
3 |
4 |
2 |
4 |
3 |
2 |
1 |
4 |
4 |
Решение:
Расчет выполняется по нормативам – «Типовые нормы времени на разработку технологической документации».
В соответствии с данными нормативами в зависимости от группы сложности выполняемой операции и количества кадров программы определяется норма времени работы технолога на разработку операционной расчётно-технологической карты на технологические операции, выполняемые на станках с ЧПУ.
2.5 Расчет режимов резания и основного времени выполнения операции
Исходные данные:
|
№ варианта |
Материал детали |
Размеры, мм. | ||||||
|
Наименование |
σв, МПа |
Диаметр |
Длина | |||||
|
Д1 |
Д2 |
Д3 |
L1 |
L2 |
L3 | |||
|
5 |
Легированная сталь |
395–492 |
120 |
60 |
240 |
160 |
30 | |
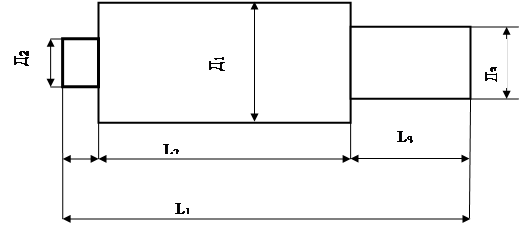
Рис. 1 Деталь
Деталь – валик.
Операция – обтачивание по наружному диаметру – 60 мм, длина 160 мм.
Обрабатываемый материал – легированная сталь 45Х; σв = 395–492 МПа.
Заготовка – пруток, диаметром 120 мм, длина 240 мм.
Станок – токарно-винторезный модель 1А62; высота центров 200 мм.; мощность 10 кВт, частота шпинделя 12,5 – 2000 мин-1.
Паспортные данные станка:
- ряд чисел оборотов:
16; 25; 50; 80; 125; 200; 400; 500; 630; 1000; 1500; 2000; 2500
- ряд подач:
0.25; 0.3; 0.34; 0.39; 0.43; 0.47; 0.52; 0.57; 0.61; 0.7; 0.75; 0.78; 0.87; 0.95; 1.04; 1.14; 1.21; 1.40; 1.56; 1.74; 1.9.
Другие рефераты на тему «Менеджмент и трудовые отношения»:
- Деловое администрирование
- Концепция управления совокупным риском на уровне предприятия через изменение соотношения переменных и постоянных затрат
- Анализ внутренней среды организации на примере ИП Перышин
- Персонал предприятия и пути увеличения эффективности его использования
- Механизмы и инструменты эффективного управления предприятием в современных условиях