Техническое обслуживание и ремонт автомобилей
Химический состав.
В нем содержится: углерод (С)=3,3-3,5%, кремний (Si)=1,4-2,2%, марганец (Мn)=0,7-1,0%, фосфор (P)= не более 0,2% , сера (S)= не более 0,15%
Механические свойства высокопрочного чугуна предел прочности (временное сопротивление) ув ВЧ60 = 600 Мпа; условный предел текучести у0,2 = 310-320 МПа; относительное удлинение (пластичность) д = 10-22 %; твердость ВЧ45 140-225, ВЧ
50 НВ 153-245 НВ;
Твердость по Бринеллю HB= 170-241*10-1 МПа, ?в= 196 МПа
8. Приспособления применяемые при ремонте
Наплавки в среде углекислого газа заключается в том, что электродная проволока из кассеты непрерывно подается в зону сварки как показано на рисунке. Ток к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл электрода и детали перемешивается. В зону горения дуги под давлением 0,05 .0,2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха.
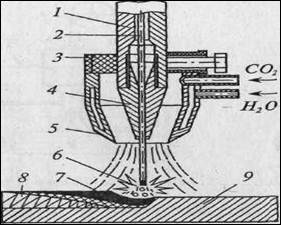
Схема наплавки в среде углекислого газа: 1 — мундштук; 2 — электродная проволока; 3 — горелка; 4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга; 7 — сварочная ванна; 8 — наплавленный металл; 9 — наплавляемая деталь.
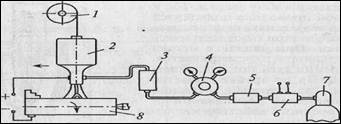
Схема установки для дуговой наплавки в углекислом газе: 1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; 6 — подогреватель; 7 — баллон с углекислым газом; 8 — деталь.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой детали и требуемых физико-механических свойств наплавленного металла. Скорость подачи проволоки зависит от силы тока, устанавливаемой с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуга. Скорость наплавки зависит от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5 .3,5 мм. Каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200 .300 НВ.
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха.
После того как нанесли, определённый слой металла начинаем наружную обработку поверхности с помощью шлифования.
После установки заготовки расставляют упоры для измерения направления движения стола. Упоры продольной подачи располагают так, чтобы круг при шлифовании не задевал за хомутик и не выходил из контакта с заготовкой. Установленные упоры нужно жестко закрепить. Чтобы установить взаимное расположение круга и заготовки, в центры устанавливают эталонную деталь. Левый торец ее используют как базу для установки шлифовальной бабки. При любой длине шлифуемой заготовки положение этого торца остается неизменным.
Перед пробным шлифованием вначале включают электродвигатель шлифовального круга, затем электродвигатель вращения заготовки. Потом подводят круг к заготовке до появления искры и вручную перемещают стол. Выполнив два-три прохода, включают автоматическую подачу и после пробного шлифования измеряют диаметры заготовки у обоих ее торцов. Если есть конусность, то выверяют положение стола, добиваясь цилиндричности обрабатываемой поверхности.
Токарно-винторезный станок предназначен для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей
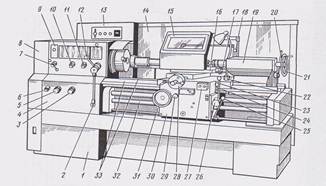
Общий вид и размещение органов управления токарно-винторезного станка модели 16К20
1- станина, рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины.
Круглошлифовальный станок – предназначен для обработки деталей шлифованием.
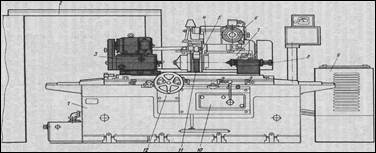
Общий вид универсального круглошлифовального станка мод. ЗУ131:
1 — станина, 2 — электрооборудование, 3 — передняя бабка, 4 — приспособление для внутреннего шлифования, 5 —кожух шлифовального круга, 6 — механизм подач шлифовальной бабки, 7 — шлифовальная бабка, 8 — задняя бабка, 9 — система гидропривода и смазки, 10 — система гидроуправления, 11 — шлифовальный круг, 12 — механизм ручного перемещения стола
Сварочный универсальный выпрямитель ВДУ-506. Является регулируемым тиристорным выпрямителем с жесткой или падающей внешней характеристикой. Отличием от версии ВДУ-506С является классическое построение и отсутствие комбинированной вольт-амперной характеристики в режиме полуавтоматической сварки. Работает в комплекте с полуавтоматом ПДГО-510-5, со стабилизацией скорости подачи сварочной проволоки и возможностью удаления подающего механизма от выпрямителя на расстояние до 30м, оптимален для цеховых условий при сварке на токах дуги до 450А (ПВ=100%).
9. Назначение и устройство измерительного инструмента
Микрометр гладкий. Гладким микрометром называется средство для измерения наружных линейных размеров. Цена деления микрометра 0,01 мм.
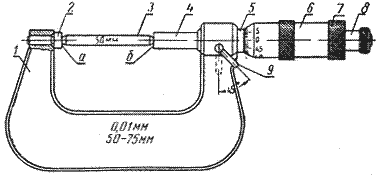
1 – скоба; 2 – жесткая пятка; 3 – калибр (концевая мера) для установки микрометра на нуль; 4 – подвижная пятка (микровинт); 5 – стебель; 6 – микрометрическая головка; 7 – установочный колпачок; 8 – трещоточное устройство; 9 – тормозное приспособление. цена деления шкалы барабана, мм 0,01
Индикатором часового типа называется измерительная головка, т. е. средство измерений, имеющее механическую передачу, которая преобразует малые перемещения измерительного наконечника в большие перемещения стрелки, наблюдаемые по шкале циферблата.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск