Автомобили и автомобильное хозяйство
— хранение, техническое обслуживание и ремонт подвижного состава;
— материально-техническое снабжение предприятия;
— содержание и ремонт зданий) сооружений и оборудования;
— подбор, расстановка и повышение квалификации персонала;
— организация труда, планирование и учет производственно-финансовой деятельности.
Основными процессами производственной деятельности автотранспортн
ого предприятия являются:
— основное производство;
— вспомогательное производство;
— обслуживающее производство;
— управление производством.
Основное производство па автомобильном транспорте — выполнение
перевозок, что является определяющим для автотранспортного предприятия. Однако основное производство нуждается в обслуживании и выполнении комплекса вспомогательных работ.
Вспомогательное производство автотранспортного предприятия — это совокупность производственных процессов, имеющих свой результат труда в виде определенной технической готовности подвижного состава, который используется в основном производстве.
Обслуживающие производства материального продукта не создают. Они обеспечивают основное и вспомогательное производство энергоресурсами, информационным обслуживанием, контролируют качество технического обслуживания и ремонта.
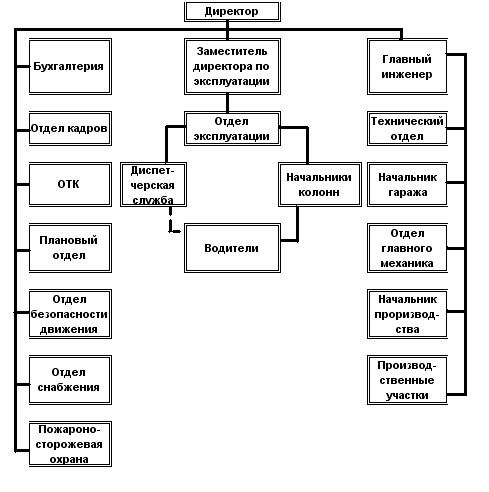
Автотранспортное предприятие для успешной деятельности должно состоять из ряда структурных подразделений с определенными функциями и строго определенными взаимосвязями.
Производственная структура автотранспортного предприятия формируется следующим составом:
— основная (эксплуатационная) служба — служба организации перевозок;
— вспомогательное производство — техническая служба;
— обслуживающее производство — служба главного механика и энергетика;
— служба подсобно-вспомогательных работ (уборка помещений, территории и т. п.);
— службы управления.
2. Порядок проведения диагностики.
Контрольно-диагностические работы служат для определения технического состояния автомобиля, его агрегатов и узлов без их разборки и являются элементом управления технологическими процессами обслуживания и ремонта подвижного состава. Объем контрольно-диагностических работ для современных автомобилей составляет по отношению к объему исполнительской части около 30%.
При диагностировании выявляют автомобили, техническое состояние которых не отвечает требованиям безопасности движения, а перед ТО определяют потребность в устранении неисправностей или проведении ремонта, контролируют качество ТО и ТР, определяют возможность исправной работы агрегатов и механизмов автомобиля в предстоящем межконтрольном пробеге, собирают и обрабатывают информацию, необходимую для управления производством.
В системе управления технической службой АТП диагностирование является, информационно-контролирующим блоком, подчиненным отделу управления производством.
По назначению, периодичности, трудоемкости, перечню выполняемых работ и месту в технологическом процессе ТО и ТР периодическое диагностирование, как указывалось ранее, делится на Д-1 и Д-2.
Д-1 предназначается главным образом для диагностирования механизмов, обеспечивающих безопасность движения автомобиля (тормоза, механизмы управления, углы установки передних колес; приборы освещения), уровень токсичности отработавших га-зов и его топливную экономичность. Оно может либо ограничиваться только определением годности объекта к дальнейшей эксплуатации (экспресс-диагностирование), либо включать в себя определение основных неисправностей и сопровождаться регулировочными работами с последующим контролем качества их выполнения. Экспрессное Д-1 производится на контрольном пункте при возвращении автомобиля в парк, а Д-1 при ТО-1 или перед ним. Кроме того, для проведения ТО-1 используют информацию, полученную при помощи средств встроенного диагностирования.
Д-2 предназначается для диагностирования автомобиля в целом по тягово-экономическим показателям и выявления неисправностей его основных агрегатов, систем и механизмов. Д-2 проводят перед ТО-2, чтобы подготовить производство к выполнению ремонтных работ и уменьшить простои автомобиля в плановом ТО-2. Одновременно с Д-2 выполняют некоторые технологически оправданные регулировочные работы и последующий контроль качества их проведения. Д-2 проводят также по заявкам перед ТР в случаях необходимости выявления неисправностей и определения потребного объема ремонта. Информацию, необходимую для проведения ТО-2 и ремонта, получают при помощи диагностических стендов и переносных приборов. Для обнаружения неисправностей и отказов в процессе выполнения ТО и ТР (на специализированных постах, линиях и в цехах) проводят оперативное технологическое диагностирование (Др), используя при этом переносные приборы и настольные установки. На крупных АТП оперативное диагностирование выполняют также по потребности (по заявкам) на специализированных постах, оборудованных стендами.
Регулировочные работы заключаются в восстановлении без замены деталей и механизмов параметров технического состояния объекта до установленных технической документацией норм, величин зазоров, люфтов, свободных ходов, приводных усилий. Проводят их по результатам диагностирования и контроля .качества выполненного ТО или ремонта.
5.Основные работы, выполняемые при ремонте двигателя
Цилиндро-поршневая группа. Основными дефектами блока цилиндров являются пробоины, сколы, трещины, износ рабочей поверхности цилиндра, деформация посадочных мест под гильзу, деформация гнезд вкладышей коренных подшипников, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. В рубашку блока под давлением 0,4, 0,5 МПа нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или (вместо нее) чугунная плита с резиновой прокладкой. Для устранения трещин, пробоин и обломов их заваривают или заделывают эпоксидными пастами.
Перед заваркой пробоине необходимо придать форму, удобную для постановки заплаты, заровнять острые выступы и по краям пробоины снять фаски. Затем из листового материала сплава АЛ-4 или АМц вырезать и подогнать по форме пробоины заплату. На нагретую деталь (150 .250" С) приваривают заплату с двух сторон. Температуру нагрева блока следует контролировать с помощью тормочувствительного карандаша. Так как шлак вызывает коррозию свариваемой детали, после сварки его необходимо счистить металлической щеткой и смыть водой. Излишне наплавленный металл следует удалить и проверить сварные швы на герметичность. При наличии пор дефектные места не-обходимо вырубить и вновь заварить, предварительно нагрев деталь. Контролировать герметичность сварных швов лучше всего с помощью гидравлических испытаний или методом цветной капиллярной дефектоскопии.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск