Совершенствование технологии контроля автосцепочного устройства на базе пассажирского вагонного депо Ростов
Таблица 11 - Перечень приспособлений и средств измерения, применяемых при ремонте автосцепного оборудования.
|
Наименование инструмента, оборудования или приспособления |
№ чертежа или ГОСТ |
|
Штангенциркуль ШЦ-160-0,05 |
ГОСТ 166-89 |
|
Ш тангенциркуль ШЦ-1-250А |
ГОСТ 166-89 |
|
Угольник поверочный 160х100 мм |
ТУ 3749-77 |
|
Штангенрейсмас 0-400 мм |
ТУ 164-90 |
|
Набор щупов |
ГОСТ 882-75 |
|
Линейка 1000 мм |
ТУ 427-75 |
|
Линейка 500 мм |
ТУ 427-75 |
|
Линейка 300 мм |
ТУ 427-75 |
|
Рабочий инструмент | |
|
Молоток слесарный |
ГОСТ 2310-77Е |
|
Зубила слесарные |
ГОСТ 7211-86Е |
|
Клейма ручные |
ГОСТ 25726-83 |
|
Кисти и щетки малярные |
ГОСТ 10597-70 |
|
Машина шлифовальная |
ГОСТ 12633-90 |
Детали автосцепки, требующие наплавки изношенных мест, направляют на сварочные позиции. Наплавку изношенных мест контура зацепления и других элементов корпуса автосцепки выполняют на контователе сварочном по средствам сварочного поста, полуавтомата сварочного и выпрямителя сварочного.
После наплавки детали автосцепки подвергают механической обработке, которая выполняется на фрезерном станке и приспособлении. Изогнутые детали автосцепки подают в кузнечное отделение заготовительного участка для правки.
После обработки и контроля корпус автосцепки и детали с помощью кран-балки и манипулятора подают на установку высокочастотную ВЧГ-6-60 для ИМС.
Наплавленные детали и корпус автосцепки подают на слесарный верстак и стенд для сборки, где их проверяют шаблонами, затем производится сборка автосцепки и ее приемка.
После ремонта детали и узлы автосцепного клеймятся и окрашиваются. Новые детали механизма сцепления автосцепки должны быть проверены шаблонами. На годные детали ставят клейма. Готовые автосцепки подают на стеллаж готовой продукции.
Поглощающие аппараты в комплекте с тяговым хомутом и упорной плитой подают в механическое отделение заготовительного участка электротележкой при помощи кран-балки. Здесь их устанавливают на стенд, на котором производят разборку, проверку и сборку аппаратов. Тяговые хомуты подают на стенд, для производства дефектоскопирования. Детали поглощающего аппарата или тягового хомута, требующие ремонта, подают на верстак слесарный, а затем в сварочное отделение. После наплавки детали обрабатывают на фрезерном станке в механическом отделении заготовительного участка. Стяжные болты после ремонта подвергается испытанию на растяжение на стенде. Проверку шаблонами отремонтированных деталей тягового хомута и поглощающих аппаратов производят на слесарном верстаке. Сборку поглощающих аппаратов производят на стенде.
При контроле корпуса автосцепочного устройства детали подвергаются неразрушающему контролю.
Неразрушающий контроль проводится в соответствии с «Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов», а также руководящими документами.
Магнитопорошковому методу неразрушающего контроля подвергаются детали: хвостовик и переход от хвостовика к головной части корпуса автосцепки, все зоны в головной части – только для подтверждения результатов вихретокового метода контроля. Вихретоковым методом контролируются все зоны в головной части корпуса автосцепки.
Магнитные методы контроля основаны на обнаружении магнитного потока рассеяния, создаваемого различными дефектами в намагниченных изделиях из ферромагнитных материалов.
Сущность магнитопорошкового метода заключается в том, что на поверхность намагниченной детали наносят ферромагнитный порошок в виде суспензии с керосином, маслом или мыльным раствором (мокрый метод) или в виде магнитного аэрозоля (сухой метод). Сухой метод менее чувствителен, и его применяют на стадии предварительного контроля для выявления грубых дефектов. Под действием втягивающей силы магнитных полей рассеяния частицы порошка перемещаются на поверхности деталей и скапливаются в виде валиков над дефектами. Форма этих скоплений соответствует очертаниям выявляемых дефектов.
В зависимости от способа регистрации магнитного потока рассеяния магнитные методы контроля подразделяют на магнитопорошковый, магнитографический, феррозондовый.
|
|


а) б)
Рисунок 2.1 - Распределение магнитного потока по сечению качественного сварного шва (а) и дефектного (б)
Перечень деталей автосцепочного устройства пассажирских вагонов подлежащих неразрушающему контролю представим в таблице 12.
Таблица 12 - перечень деталей автосцепочного устройства пассажирских вагонов подлежащих неразрушающему контролю (в соответствии с РД 32.174-2004).
|
Наименование и эскиз детали, зоны контроля |
Метод НК |
Дефектоскопы |
|
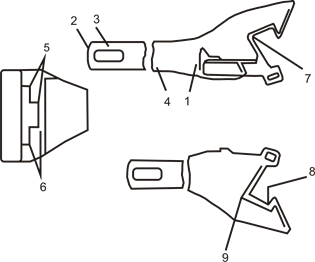
1 – переходы от хвостовика к головной части; 2 – перемычка хвостовика; 3 – кромки отверстия для клина тягового хомута; 4 – поверхность хвостовика; 5 – верхние углы окна для замка и замкодержателя; 6 – нижние углы окна для замка и замкодержателя; 7 – угол сопряжения боковой и ударной поверхностей большого зуба; 8 – угол сопряжения тяговой и боковой поверхностей большого зуба; 9 – кромки контура большого зуба |
МПК ВТК |
МД-12 ПШ ВД-12НФ, ВД-12НФП |
Методика контроля магнитопорошковым методом включает в себя следующие операции:
- подготовку поверхностей перед контролем и очистку их от загрязнений, окалины, следов шлака после сварки;
- подготовку суспензии, заключающуюся в интенсивном перемешивании
- магнитного порошка с транспортирующей жидкостью;
- намагничивание контролируемого изделия;
- нанесение суспензии на поверхность контролируемого изделия;
- осмотр поверхности изделия и выявление мест, покрытых отложением порошка,
В сомнительных случаях валик порошка удаляют и повторяют операции 3-5. После контроля изделие размагничивают.
Магнитопорошковый метод отличается высокой чувствительностью к тонким и мелким трещинам, простотой выполнения, оперативностью и наглядностью результатов, поэтому его широко применяют для контроля продольных сварных швов и изделий, выполненных из магнитных материалов
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск