Проектирование зоны технического обслуживания грузовых автомобилей, предназначенной для проведения слесарно-механических работ в плановом порядке
Определим годовую трудоемкость ТО и ТР
SТто-тр=Тг ео+Тг то-1+Тг то-2+Тг тр+Тг со, чел*ч (33)
Урал 4320-01: SТ’то-тр=5476+2232+3355+39027+293,31=50383,31 чел*ч
ГАЗСАЗ 3502:SТ ’’то-тр=4623+6135+5064+33063+458,64=49343,64 чел*ч
SТто-тр=SТ’то-тр+SТ’’то-тр , чел*ч (34)
SТто-тр=50383,31+49343,64=99726,95 чел*ч
Определим трудоемкость работ по самообслуживанию предприятия
Тс
ам=Тто-тр*Ксам/100, чел*ч (35)
где Ксам –объем работ по самообслуживанию, (Ксам=14%)
Тсам=99726,95 *12/100=11967 чел*ч
Определим трудоемкость на АТП
ТАТП=Тто-тр+Тсам, чел*ч (36)
ТАТП=99727+11967=111694 чел*ч
2.3 Расчет численности производственных рабочих
Трудоемкость работ участка
Тy=Тto-tp*0,1+ Тсам *0,26, чел*ч [9, с. 33] (37)
где С y – доля работ участка
Тy=99727,б7+ 11967*0,26=9972,7+3111,4=13084чел*ч
Определим годовой производственный фонд времени
Фт=(Дк-Дв-Дп)*Тсм-Дпп*1, ч
Фт=(366-16-105)*8-10=1950, ч [9, с. 35] (38)
где Дк – количество календарных дней в году;
Дв – число выходных дней в году;
Дп – количество праздничных дней в году;
Тсм – время смены;
Дпп– число предпраздничных дней в году.
Фт=(366-16-105)*8-10=1950, ч
Определим технологически необходимое число рабочих для зоны ТО-1
Рт=Тп /Фт*h, чел. [9, с. 35] (39)
Рт=13084/1950*1=7 чел.
Определим годовой фонд времени одного производственного рабочего
Фш=Фт -[Дотп*6,67+Дувп*8], ч [9, с. 36] (40)
Фш=1950-[28*6,67+5*8]=1723 ч
2.4 Расчет числа постов для зоны ТО
Расчет числа постов для зоны ТО-1
Псм=7/2=3,5=4 пост (41)
2.5 Выбор и обоснование методов организации технологического процесса
Выбираем метод специализированных бригад. Организация технологического процесса таким методом, называется такая форма организации, при котором бригада рабочих выполняет определенный вид ТО и ремонта по всем автомобилям АТП.
Специализированные бригады формируются из рабочих различных профессий и квалификаций. Каждый рабочий выполняет определенные операции. Рабочие могут специализироваться: по видам воздействий, т.е. одна из бригад производит ТО-1, вторая-ТО-2, третья-ТР, четвертая ремонт агрегатов и деталей, снятых с автомобиля; по группам работ (контрольно-диагностические, крепежные, регулировочные, смазочные, заправочные, медницкие и др.); по отдельным агрегатам и механизмам автомобиля. Специализированные бригады могут обслуживать закрепленные и не закрепленные за ними автомобили. В зависимости от объема выполняемых работ, на каждую бригаду планируется свой штат и фонд заработной платы. Производительность труда рабочих специализированных бригад по видам воздействий значительно выше комплексных. Кроме того, такие бригады не трудно организационно создать. Поэтому они нашли широкое распространение.
 |
Рисунок 1.– Схема технологического процесса зоны ТО
Однако опыт работы специализированных бригад по видам воздействий показал, что при их применение отсутствует персональная ответственность рабочих за техническое состояние и надежную работу автомобилей на линии. Трудно проанализировать причины отказов и неисправностей автомобилей и выявить виновников брака, отсутствует материальная и моральная заинтересованность рабочих в повышении качества выполняемых работ.
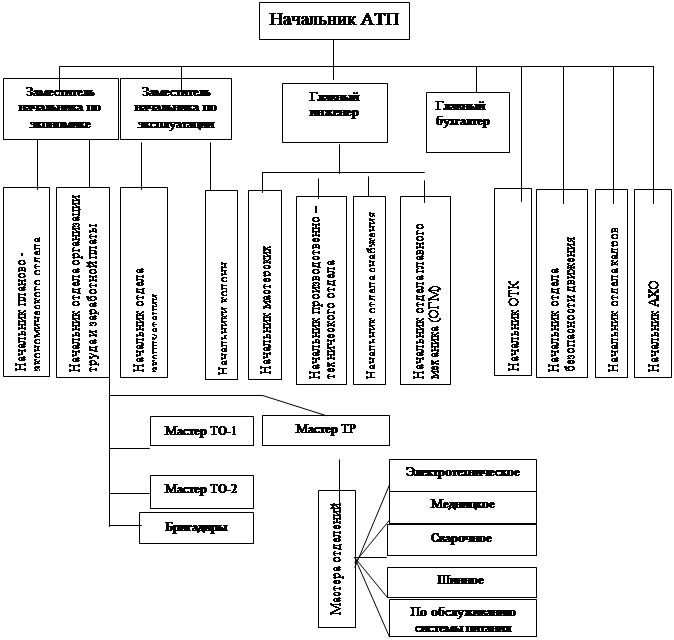
Рисунок 2.– Схема управления производством на АТП
2.6 Распределение рабочих по постам, специальностям, квалификациям и рабочим местам
Таблица 1- Распределение рабочих по разрядам
|
Разряд |
Число рабочих по разряду, Рi |
Средний разряд, Рср |
|
I II III IV V |
1 1 1 2 2 |
Зона ТО |
|
3,4 |
Определение среднего разряда
Рср=I*РI+II*РII+¼+n*Pn/(PI+PII+¼+Pn), [9, с.199] (42)
где I-V – разряд [9, с.199]
Рn – количество рабочих по данному разряду
Рсрто-1=I*1+II*1+III*1+IV*2+ V*2/(1+1+1+2+2)=3,4
Таблица 2 – Распределение трудоемкости по видам работ
|
Вид работ |
Трудоемкость, чел*ч |
Число рабочих |
|
ТО |
13084 |
7 |
Основными рабочими местами являются: станки, прессы.
2.7 Подбор технологического оборудования и расчет площадей
Расчет технологического оборудования
Определим производственный фонд еденицы оборудования
Фоб=Дрг*Тсм*С*Псоб*Р, ч [3, с. 223] (43)
где Дрг – число рабочих дней в году;
Тсм – время смены;
С – число смен;
Псоб – коэффициент использования оборудования по времени;
Р – число рабочих одновременно работающих на данном оборудовании.
Фоб=245*8*1*0,7*1=1372 ч
Определим количество одноименного оборудования
Q=Т/Фоб , [3, с. 223] (44)
Q=13084/1372=9,5
Определим загруженность оборудования
З=(Т*100)/(Q*Фоб), % [3, с. 223] (45)
З=(13082*100)/(9,5*1372)=95 %
Таблица 3 – Технологическое оборудование
|
№ п/п |
Наименование |
Модель |
Краткая техническая характеристика |
Количе-ство |
Общая занимаемая площадь, м2 |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. |
Машина электрическая шлифовальная |
С-516 |
Для шлифовки и полировки металлических и деревянных поверхностей, а также шпатлеванных и окрашенных поверхностей. Диаметр круга 130 мм 225*130*120 |
1 |
– |
|
2. |
Станок поперечно - строгальный |
7А 311 |
Стационарная. Длина хода ползуна 8…200 мм, размер рабочей поверхности стола 200*200 мм, мощность 1,5 1380*800*1395 |
1 |
1,104 |
|
3. |
Станок точильно - шлифовальный |
ОШ-1 |
Стационарный. Диаметр круга 350 мм. Частота вращения об/мин – 1500. Масса – 90 кг. Размеры 420*535*1075 |
1 |
0,78 |
|
4. |
Установка сверлильная |
Р175 |
Тип – вертикально – сверлильная, одношпиндельная. Диам. отверстия, мм – 13. Частота вращения шпинделя, об/мин - 550, 750, 1400, 2500, 3750. Размеры 1710*390*980 мм |
1 |
0,382 |
|
5. |
Станок токарно - винторезный |
ИТ-1М |
Облегченная модель 1К62. Может использоваться как стационарно так и в передвижных работных мастерских. Потребляемая мощность, кВт – 3. Масса, кг – 1440. Габаритные размеры 2165*960*1500 мм |
1 |
2,078 |
|
6. |
Станок отрезной |
872М |
Небольшой размер разрезаемого металла 250*250мм Мощность – 1,5 1470*690*885 |
1 |
1,014 |
|
7. |
Станок точильно двухсторонни |
332Б |
Диаметр круга 812*480*975 Мощность 1,7 |
1 |
0,791 |
|
8 |
Тиски |
Т - 1 |
Тип – слесарные. Ширина губок мм – 140. Ход губок мм – 100. Масса, кг – 21. Габаритные размеры 420*250*190 мм |
2 |
0,21 |
|
9 |
Станок фрезерный широкоунивер-сальный |
675П |
Размер рабочей поверхности 200*500 мм 1110*1170*1650 |
1 |
1,3 |
|
Всего |
6,87 |
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск