Технология ремонта поглощающих аппаратов вагонов
5.1 Объем работы выполненный при работе поглощающего аппарата
5.2 Предельно-допустииые размеры при выпуске из ремонта
Для аппарата Ш-2-В толщина стенки корпуса должна быть не менее 18мм при капитальном ремонте, и не менее 16мм при деповском. Толщина стенок фрикционных клиньев должна быть не менее 32мм для а
ппаратов Ш-2-В.
Разрешается использовать пружины с изломом оттянутого конца на длине 1/3 длины окружности.
При сборке поглощающего аппарата проверяют выход конуса у Ш-2-В не менее 105мм.
5.3 Проверка, регулирования, испытания поглощающего аппарата
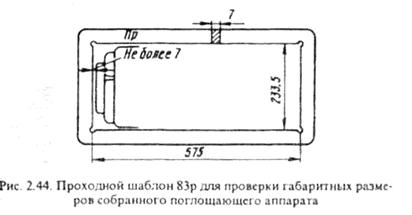
После сборки поглощающего аппарата проверяют специальным шаблоном 575х233.5мм.
Испытание аппарата на растяжение производится для проверки прочности в целях обеспечения надежной работы в эксплуатации.
Испытания проводятся на специальном прессе, после испытания наносят клейма.
При клеймении ставят на деталях условный номер завода или депо, месяц и год испытания (две последние цифры). Устанавливать детали без клейм не допускается. Регулируют в аппарате выход нажимного конуса.

5.4 Сварочно-наплавочные работы
Сварочно-наплавочные работы являются одним из наиболее эффективных способов восстановление поврежденных и изношенных деталей и износов вагонов. Внедрение механизированных способов сварки и наплавки позволяют снизить простои вагонов в ремонте, улучшить качество ремонта деталей и повысить экономический эффэкт. Механизация наплавочных работ осуществляется в вагонных предприятиях путем широкого внедрения сварочных автоматов и полуавтоматической для дуговой наплавки под слоем флюса, в среде защитного газа и сварки открытой дугой с применением порошковой проволоки.
Среди механизированных способов восстановления деталей вагонов ведущее место занимает наплавка порошковой проволоки. Этим способом восстанавливаются фрикционные клинья и надресорные балки тележек ЦНИИ-Х3, корпуса и детали механизма автосцепок, вертикальные скользуны надресорной балки.
Для восстановления деталей тележек, автосцепок и подвесок тормозного башмака применяется автоматической и полуавтоматической наплавка под слоем флюса.
В вагоноремонтном депо для выполнения сварочно-наплавочной работы применяют разнообразное сварочное оборудование. Однако основной объем наплавочных работ при ремонте узлов и деталей вагонов выполняется на полуавтоматах А-765 и А-1035м.
Полуавтомат А-765 используется для сварки и наплавки порошковой проволокой открытой дугой. Полуавтомат А-1035 является универсальным, так как он позволяет сваривать и наплавлять вагонные детали различными способами: порошковой проволокой, под слоем флюса и в среде защитного газа.
5.5 Приёмка
Систематическую проверку качества ремонта вагонов и изготовления запасных частей в соответствии с правилами ремонта, инструкциями, стандартами, техническими условиями, чертежами и утвержденными технологическими процессами организует и проводит отдел технического контроля (ОТК). Работники ОТК завода осуществляют техническую приемку и проверку качества полуфабрикатов, материалов и изделий, поступающих иа завод; контролируют состояние технологического оборудования и средств измерения, анализируют причины брака и участвуют в разработке мероприятий по предупреждению брака и повышению качества выпускаемой продукции.
Работники отдела оформляют документацию на принятую ими продукцию, рассматривают претензии по качеству выпущенных заводом вагонов и изделий.
Одним из основных критериев качества ремонта является безаварийная работа отремонтированного вагона в условиях эксплуатации. При оценке качества ремонта пассажирского вагона, кроме того, важное место занимает обеспечение удобств для пассажиров.
Большое внимание при контроле качества уделяется таким узлам, как колесные пары, буксовый узел, тележки, рессорное подвешивание, рама вагона, автосцепное устройство, тормоза, так как от их исправного состояния зависит безопасность движения. В пассажирских вагонах, кроме того, уделяется особое внимание проверке устройств отопления, освещения, водоснабжения, вентиляции, внутреннего и сантехнического оборудования, так как эти устройства в значительной мере влияют на создание комфорта и удобств для пассажиров.
Отдел технического контроля контролирует соблюдение технологических процессов ремонта и изготовления основных узлов и деталей вагонов, проверяет состояние технической оснастки в процессе производства, принимает изготовленные или отремонтированные узлы но мере их готовности.
Контроль за соблюдением технологических процессов и правильным использованием приспособлений, измерительных средств и другой технологической оснастки осуществляют контролеры ОТК при приемке готовой продукции, а также технологи и мастера в процессе производства. При обнаружении отклонении и нарушения технологии и неправильного применения измерительных средств и технологической оснастки работники ОТК совместно с начальниками цехов принимают меры к устранению замеченных недостатков.
Для своевременного обнаружения причин брака и повышения качества выполняемых работ большое значение имеет технология контроля, под которой понимается порядок выполнения контрольных операций, проверки соблюдения технических условий, методы и приемы проверок, технические средства, применяемые при этих проверках. Эта технология устанавливается в технологических картах изготовления детали, а также в чертежах детали или узла, в инструкциях к соответствующим контрольным или измерительным приборам, стендам.
5.6 Измерительный инструмент и шаблоны используемый при ремонте поглощающих аппаратов
В качестве измерительного инструмента при ремонте поглощающего аппарата используется :
1. Рулетка или складной метр
2. Толщиномер.
Шаблоны:
1. Шаблон размером 575х233,5 мм
2. Проходной шаблон 83р.
6. Организация рабочего места, техника безопасности при ремонте поглощающих аппаратов
Масса ударно-тяговых устройств велика, поэтому снятие, транспортировка и постановка на вагоны должны быть максимально механизированы.
Для смены автосцепки у вагонов в составах или группах вагоны должны быть разведены на расстояние не менее 5 м и обязательно подложены тормозные башмаки под колеса со стороны промежутка.
При сборке механизма автосцепки нажимать на нижнее плечо предохранителя нужно не рукой, а металлическим стержнем. Особая осторожность требуется при разборке поглощающего аппарата автосцепки в случае заклинивания его пружин в сжатом состоянии. Такой аппарат перед снятием с вагона надо обстучать без выемки его и упорной плиты из тягового хомута.
Снятие и постановку автосцепки и поглощающего аппарата следует выполнять с применением специальных приспособлений.
Другие рефераты на тему «Транспорт»:
- Логистический процесс на складе
- Проект пункта технического обслуживания и текущего ремонта автомобилей с разработкой технологического процесса ТР сцепления автомобиля ГАЗ - 3110
- Технология, организация и управление пассажирскими автомобильными перевозками
- Организация сервиса на железнодорожном транспорте
- Совершенствование системы транспортного обслуживания населения
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск