Экономика отрасли
Под серией понимается выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, одновременно или последовательно, непрерывно в течение планового периода.
Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования.
Массовое производство характеризу
ется непрерывностью и относительно длительным периодом изготовления ограниченной номенклатуры однородной продукции в больших количествах. Массовое производство – это высшая форма специализации производства, позволяющей сосредотачивать на предприятии выпуск одного или нескольких типоразмеров одноименных деталей. При этом типе организации производства различные изделия выпускаются одновременно и, как правило, непрерывно. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции, поэтому необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию.
Массовое производство характерно для выпуска автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности.
Производственный цикл. Пути сокращения его длительности
Производственным циклом называется календарный период времени, в течение которого выполняется производственный процесс или любая его часть – операция, процессы изготовления заготовок, механической обработки деталей, сборки, испытаний.
Операция - это часть основного производственного процесса, выполняемая на одном рабочем месте без переналадки оборудования над одним или несколькими изделиями одним или несколькими рабочими.
Рабочее место – это часть производственной площади, которая оснащена необходимым оборудованием, где рабочими выполняются отдельные операции.
Операции бывают:
1. Основные (технологические) операции. В процессе их выполнения происходит изменение форм, размеров и свойств изделия или детали.
Совокупность технологических операций составляет технологический процесс.
2. Вспомогательные операции – это операции, связанные с перемещением изделий с одного рабочего места на другое или с проверкой качества.
Организация производственного процесса во времени сводится к определению и анализу длительности и структуры производственного цикла (рис. 4).
Длительностью производственного цикла называется период времени выполнения всего производственного цикла, в течение, которого материал превращается в готовую продукцию или это отрезок времени от момента начала первой операции до момента выпуска готовой продукции. Длительность производственного цикла определяется для участка, цеха, предприятия в целом.
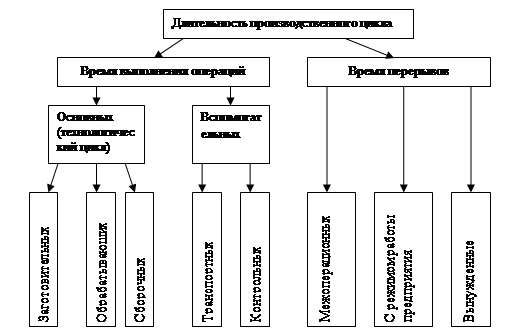
Рис. 4. Структура и состав длительности производственного цикла.
Виды движения деталей по операциям
Существуют следующие виды движения деталей по операциям:
1. Последовательный вид движения;
Этот вид движения заключается в том, что детали передаются с предыдущей операции на последующую, только после обработки всей партии деталей на предыдущей. При этом возникает пролеживание деталей на каждой операции и за счет этого увеличивается длительность цикла.
Он применяется в условиях мелкосерийного и единичного производства, т.е. когда обрабатываются небольшие партии деталей и трудоемкость обработки этих деталей незначительна.
1 2 3 4
![]()
![]()
![]()
![]()
![]() 1 оп
1 оп
![]() 1 2 3 4
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]() 2 оп
2 оп
![]() 1 2 3 4
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]() 3 оп
3 оп
t![]()
Тпосл
![]()
n = 4; t1 = 2 мин; t2 = 1 мин; t3 = 1,5мин; m = 3
m
Тпосл = n* ∑ti, где
i=1
где n – число деталей в партии,
m – число операций обработки деталей,
i – вид деталей,
ti – время обработки на определенной операции.
2. Параллельный вид движения;
Этот вид движения заключается в том, что каждая деталь, передается с предыдущей операции на последующую сразу, не дожидаясь пока все детали данной партии, будут обработаны. У этого способа самый короткий производственный цикл, но эффективен он только тогда, когда операции синхронизированы, т.е. равны друг другу или кратны. Если операции не синхронизированы или не выровнены, то при этом способе возникает пролеживание деталей или простой рабочего и оборудования и длительность цикла за счет этого увеличивается.
Применяется в условиях крупносерийного и массового производства.
1 2 3 4
![]()
![]()
![]()
![]()
![]() 1 оп
1 оп
Другие рефераты на тему «Экономика и экономическая теория»:
Поиск рефератов
Последние рефераты раздела
- Рейдерство в России на примере рейдерского захвата «МЕГА ПАЛАС ОТЕЛЯ» в г. Южно-Сахалинск
- Акционерные общества и их роль в рыночной экономике
- Акционерное общество (компания, корпорация) как главный институт предпринимательской деятельности
- Альтернативные модели в рамках экономических систем
- Анализ внешней и внутренней среды предприятия
- Анализ государственного регулирования инновационной деятельности
- Анализ демографической ситуации и оценка использования трудовых ресурсов России