Создание безотходной технологии в производстве кальцинированной соды
Из приведенной таблицы видно, что колонны с перекрестно-точными тарелками, не только имеют более низкую стоимость, чем колонны с пассетными тарелками, но и по некоторым параметрам превосходят их.
5. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
В разделе 3 дана характеристика энергетических ресурсов используемых в производстве кальцинированной соды. В таблице 5.1 приведен
ы нормы расхода этих ресурсов на 1 тонну выпускаемой соды [1–3]:
Таблица 5.1 – Усредненные энергетические затраты на 1 тонну 100 %–ой кальцинированной соды
|
Затраты |
Расходный коэффициент |
|
Электроэнергия, МДж (кВт·ч) |
220 (61) |
|
Пар на технологические нужды, ГДж (Гкал) |
5,36 (1,28) |
|
Вода (оборотная), м3 |
150 |
|
Топливо (в пересчете на условное топливо), кг: для кальцинации гидрокарбоната натрия для обжига карбонатного сырья |
130 95 |
При этом необходимо отметить, что в окружающую среду отводится около 1 МВт тепловой энергии на 1 тонну кальцинированной соды.
Ниже приведены обобщенные нормы расхода для производства кальцинированной соды аммиачным методом [2]:
Таблица 5.2 – Расходные нормы по сырью для производства 1 т соды
|
Затраты |
Расходный коэффициент |
|
Рассол очищенный (310 г/л NaCl), м3 |
5,1 |
|
Известняк (в пересчете на 100 % СаСО3), кг |
1280 |
|
Кальцинированная сода на очистку сырого рассола от солей кальция, кг |
22 |
|
Аммиачная вода (25,5 % NH3), кг |
9 |
|
Гидросульфит натрия (в пересчете на 22,0 % NaHS), кг |
5 |
6. ОТХОДЫ В ПРОИЗВОДСТВЕ СОДЫ И МЕТОДЫ ИХ ПЕРЕРАБОТКИ
В традиционной технологии кальцинированной соды на 1 тонну продукта приходятся следующие отходы:
хлоридные стоки, содержащие около 115–125 г/л СаС12, 55–58 г/л NaCl и 20–25 г/л взвеси Са(ОН)2, СаСО3 и CaSO4 – около 9,1 м3;
шлам от очистки рассола, содержащий 250–300 г/л взвеси Са(ОН)2 и Mg(OH)2 – 0,l м3, шлам дистилляции;
недопал при обжиге мела или известняка, отделяемый в процессе получения известковой суспензии и содержащий СаСО3, СаО и золу топлива, около 55 кг.
В так называемые производственные отходы переходит весь содержащийся в сырье кальций, хлор и около 1/3 натрия. В пересчете на твердое состояние при производстве 1 т кальцинированной соды в отходах содержится около 1 т СаСl2, 0,5 т NaCl, 200 кг шлама и 55 кг недопала [1–3, 5]. На рис. 6.1 изображена простая схема цикла.
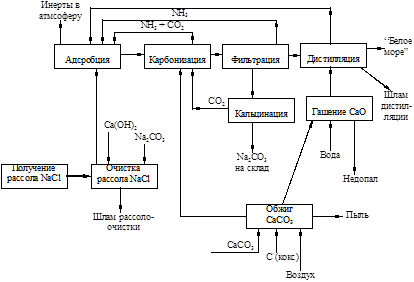
Рис. 6.1 – Простая схема цикла производства кальцинированной соды
6.1 ПЕРЕРАБОТКА ЖИДКИХ ОТХОДОВ
Для фильтровой жидкости предлагается получение хлористого аммония.
При производстве хлорида аммония часть или весь поток фильтровой жидкости после барабанных вакуум-фильтров направляется на дегазацию (узел XII), которая осуществляется паром (раздел 3 рис. 3.2). Десорбированные из жидкости в парогазовый поток аммиак и диоксида углерода поступают на абсорбцию II.
На абсорбцию в отделение II дополнительно подается газообразный аммиак от аммиачно-испарительной установки для восполнения убыли аммиака, который выводится из цикла хлоридом аммония, растворенным в дегазированной фильтровой жидкости. Дегазированная фильтровальная жидкость направляется на выпарку (отделение XIII), после которой образующаяся соляная пульпа проходит стадию отстаивания и центрифугирования (XIV), сушки и прокалки поваренной соли (XV).
Соляной маточный раствор подается на вакуум-кристаллизацию (XVI); пульпа хлорида аммония поступает далее на отстаивание и центрифугирование (XVII); хлорид аммония проходит сушку, зернение (XVIII) и направляется на склад готовой продукции.
Существует и предлагается несколько способов утилизации дистиллерной жидкости: первое – переработка осветленной дистиллерной жидкости, которая заключается в получении хлорида кальция, второе – после соответствующей подготовки закачивание дистиллерной жидкости в нефтяные скважины, третье – получение из дистиллерной жидкости химически осажденного карбоната кальция [8].
При производстве СаСl2 весь поток дистиллерной суспензии (рис. 3.2) или его часть подвергается предварительной карбонизации и далее поступает на отстаивание от взвешенных частиц (XIX). Шлам из отстойника направляется для дальнейшей переработки (стадия XXIV), а осветленный раствор сливается в ёмкость (XX), в которую подают затравку из активного сульфат кальция для предотвращения инкрустирования выпарной трёхкорпусной прямоточной батареи. Дистиллерная жидкость упаривается до достижения концентрации хлорида кальция 18 % масс. Во второй трёхкорпусной прямоточной батарее (стадия XXI) дистиллерная жидкость упаривается до концентрации хлорида кальция 38 % масс, с выделением основной массы поваренной соли. Осветленный 38 %-ый раствор раствор хлорида кальция подается на вакуум-кристаллизатор (стадия XXII), в котором происходит образование 40 %-го раствора хлорида кальция и выделение хлорида натрия. Далее раствор подается в аппарат XXIII, где упаривается с образованием плава, содержащего 72 % хлорида кальция. После чего плав чешуируется, закаливается, сушится, охлаждается и направляется на склад готовой продукции.
Способ подготовки дистиллерной жидкости, используемой для закачки в нефтяные скважины, включает следующие стадии:
– отстой суспензии в накопителе – “белое море”;
– разбавление ответвленной дистиллерной жидкости водой с целью снятия пересыщения по гипсу;
– карбонизация разбавленной дистиллерной жидкости газом известковых печей в присутствии ретурного шлама;
– отстаивание и транспортирование прокарбонизарованной дистиллерной жидкости.
Описанный способ подготовки позволяет получать для заводнения нефтяных пластов дистиллерную жидкость следующего качества:
· Отсутствие OH––ионов, которые с Fe2+ и Mg2+ вместе с образуют нерастворимые осадки, способные кальматировать пласты;
· Отсутствие взвешенных и емханических примесей в количествах, превышающих предельно допустимую концентрацию;