Создание безотходной технологии в производстве кальцинированной соды
* Регламентируемые показатели
4. ОСНОВНОЙ АППАРАТ
Процесс карбонизации (насыщения аммонизированного рассола диоксидом углерода), в результате которого образуется гидрокарбонат натрия, является основным процессом содового производства. На рис. 4.1 изображена упрощенная схема отделения карбонизации [1–3, 5].

Рис. 4.1 – схема отделения карбонизации: 1 – колонна предварительной карбонизации; 2 – теплообменник; 3 – первый промыватель газа колонн; 4 – насос; 5 – осадительная карбонизационная колонна; САР – сборник аммонизированного рассола; ПГКЛ–2 – второй промыватель газа карбонизационной колонны.
Отделение карбонизации (рис. 4.1) комплектуется сериями колонн, при этом производительность каждой серии равна производительности абсорбционной колонны. В состав серии входят осадительные карбоколонны 5, первый промыватель газа колонн 3 и теплообменник 2. Периодически каждую из осадительных колонн ставят на промывку, тогда она выполняет функцию колонны предварительной карбонизации 1. Карбонизационные колонны работают сериями, чтобы обеспечить непрерывность потока подаваемого в отделение фильтрации. Наибольшее распространение получили серии, состоящие из четырех карбонизационных колон, из которых три работают как осадительные, а одна – как колонна предварительной карбонизации.
Как было указано в разделе 2 в осадительных карбонизационных колоннах протекают два параллельных процесс: абсорбция диоксида углерода и кристаллизация гидрокарбоната натрия, причем на последних стадиях эти процессы требуют отвода тепла реакции. Исходя из этого, карбоколонна имеет две зоны: абсорбционную и холодильную. Схема карбонизационной колоны приведен на рис. 4.2.
Карбонизационная колонна представляет собой цилиндрическую пустотелую ёмкость диаметром до 3 м и высотой до 28 м, состоящую из ряда царг (бочек). Сверху в колонну поступает раствор из первого промывателя газа колонн, а в царгу–базу 1 и абсорбционную царгу 3, расположенную над холодильной зоной, подаётся газ. При работе колонна заполнена раствором до определенного постоянного уровня. Поэтому объем поступающего в колонну раствора соответствует объему отбираемой из колонны суспензии.
Для обеспечения более полного поглощения диоксида углерода газ и жидкость движутся в колонне противотоком. Для улучшения процесса теплообмена и массопередачи между царгами устанавливают пассетные контактные элементы – тарелки 5.
Для осуществления нормального технологического процесса суспензию гидрокарбоната натрия постепенно охлаждают при её движении к выходу из аппарата.
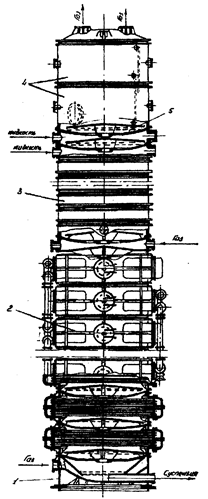
Рисунок 4.2 – Карбонизационная осадительная колонна: 1 – царга-база; 2 – холодильная царга; 3 – абсорбционная царга; 4 – сепарационные царги; 5 – пасетная барботажная тарелка.
Для этого в нижней части колонны устанавливают холодильные царги 2, между которыми расположены пассетные контактные элементы. Пассетные тарелки и царги изготавливают из чугуна марки СЧ 18–36, а холодильные трубки – из нержавеющей стали 12Х18Н10Т.
В последнее время кроме представленной конструкции разработана и другая – колонна с перекрестно-точными контактными элементами и переливом (дырчатые переливные тарелки), которые устанавливаются в абсорбционной части колонны (рис. 4.3).
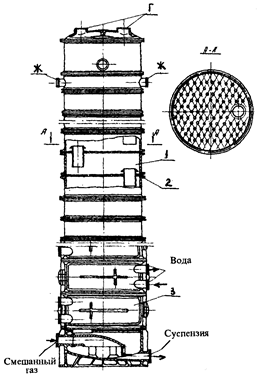
Рис. 4.3 – Карбонизационная колонна с перекрестно-точными тарелками: 1 – абсорбционная царга; 2 – перекрестно-точная тарелка; 3 – холодильная царга.
Такая карбонизационная колонна представляет собой цилиндрическую пустотелую емкость, в которой размещены абсорбционные и холодильные элементы. Абсорбционная (верхняя) зона колонны имеет 17 царг с перекрестно-точными контактными элементами. Холодильная зона имеет 8 холодильных царг, оснащенными трубками в которые вводится вода. Все царги, тарелки и другие узлы и детали карбонизационной колонны выполнены из серого чугуна марки СЧ 18-36. В абсорбционной части колонны устанавливают перекрестно-точные дырчатые контактные элементы с двойным переливом. Холодильная часть карбонизационной колонны может быть выполнена в двух вариантах. В типовом исполнении, между холодильными царгами устанавливаются пассетные противоточные тарелки.
При использовании второго варианта конструкции между холодильными царгами устанавливают переливные контактные элементы [1–3, 5–6].
В таблице 4.1 приведена сравнительная характеристика карбонизационных колонн [1, 2].
Таблица 4.1 – Сравнительная характеристика карбонизационных колонн применяемых в производстве кальцинированной соды
|
Параметры |
Тарелки | ||
|
Пассетные |
Перекрестно-точные | ||
|
1-й тип |
2-й тип | ||
|
Диаметр, м |
3/2,8 |
2,68 |
3/2,8 |
|
Высота, м |
28 |
26,1 |
28 |
|
Число холодильных царг |
8 |
10 |
8 |
|
Число абсорбционных тарелок |
19 |
12 |
12 |
|
Поверхность теплопередачи, м2 |
1344 |
1000 |
1344 |
|
Производительность, т соды в сутки |
230 |
220 |
260–280 |
|
Степень утилизации натрия, % |
72–74 |
72–74 |
72–74 |
|
Влажность NaHCO3, % |
16–18 |
16–18 |
16–18 |
|
Относительная стоимость колонны, % |
100 |
75 |
95 |