Разработка технологического процесса обработки щита подшипникового
Химический состав и механические свойства сплава АЛ2 ГОСТ 2685 – 75.
Плотность 2,65. Жидкотекучесть, стойкость против усадочных трещин и герметичность хорошие. Жаропрочность удовлетворительная. Коррозионная стойкость выше средней, обрабатываемость резанием пониженная. Коэффициент усадки небольшой, уровень рабочих температур не более 2000 С. Относится к первой группе сплавов. Способы литья :
литье в кокиль и литье под давлением. Вид термообработки – отжиг. Низкая температура литья. Пониженные механические свойства.
Область применения сплавов АЛ2. Применяют для ответственного литья. Используют для деталей сложной формы, но не воспринимающих повышенных нагрузок. Назначение : детали колес, агрегатов и приборов малой нагруженности.
Таблица 1.
|
Марка |
Массовая доля элемента |
Механические свойства | |||||
|
АЛ2 |
Кремний, % |
Бв, МПа |
б,% |
Ударная вязкость |
Твёрдость, НВ | ||
|
10 - 13 |
220-250 |
2-3 |
15 |
50-65 | |||
2. Технологическая часть
2.1 Определение типа производства и его характера
Исходные данные:
Годовая программа N = 20000 шт;
Количество деталей на изделие m = 1д;
Действительный годовой фонд работы оборудования FД = 4029 ч.
При определении типа производства определяют КЗ.О – коэффициент закрепления операций, который рассчитывается по формулу
![]() ;
;
где ∑О – сумма всех различных операций;
∑Р – принятое число рабочих мест.
Расчётное количество станков определяют по формуле:
 ;
;
где N – годовая программа детали;
hЗ.Ф – портативный коэффициент загрузки оборудования.
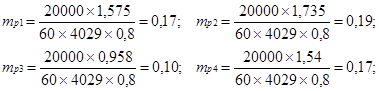
Таблица 2.
|
Операция |
ТШТ |
mр |
Р |
hЗ.Ф |
О |
|
005 |
1,575 |
0,17 |
1 |
0,17 |
4,7 |
|
010 |
1,735 |
0,19 |
1 |
0,19 |
4,2 |
|
015 |
0,958 |
0,10 |
1 |
0,10 |
8 |
|
020 |
1,54 |
0,17 |
1 |
0,17 |
4,7 |
|
025 |
0,587 |
0,06 |
1 |
0,09 |
9 |
|
030 |
1,2 |
0,13 |
1 |
0,13 |
6 |
|
035 |
0,594 |
0,06 |
1 |
0,10 |
8 |
hЗ.Ф = mр/Р – фактический коэффициент загрузки оборудования;
где mр – расчётное количество станков;
Р – принятое количество станков.
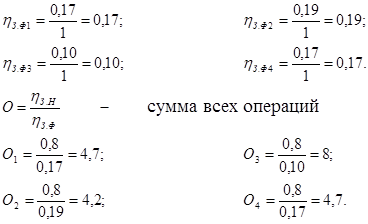
Определяем коэффициент закрепления операций:
![]()
Вывод: Так как равенство 1£ КЗ.О £ 10 выполняется, то производство является крупносерийным.
При групповой форме организации производства запуск изделий производится партиями с определенной периодичностью, что является признаком крупносерийного производства.
Количество деталей в партии для одновременного запуска определяем упрощенным способом:
![]()
где а — периодичность запуска в днях (по рекомендациям — 6).
Корректировка размера партии, определение расчетного числа смен на обработку сей партии деталей на основных рабочих местах:
![]()
где Тшт-кср - среднее штучно-калькуляционное время по основным операциям, мин.
Расчетное число смен округляем до принятого целого числа спр=2. Определяем число деталей в партии, необходимых для загрузки оборудования на основных операциях в течение целого числа смен:
![]()
где 476 - действительный фонд времени работы оборудования в смену, мин; 0,8 - нормативный коэффициент загрузки станков в серийном производстве.
Определения такта выпуска:
![]() мин.
мин.
3.2 Выбор вида и обоснование метода получения заготовки. Определение размеров, массы и стоимости детали.
I – вариант.
Рассчитываю себестоимость заготовки из проката:
SЗАГ = М + ∑ СО.З. = 0,18 + 0,23 = 0,41 р.; где
М – затраты на материал заготовки;
СО.З – технологическая себестоимость операций правки.
![]()
где СП.З – приведённые затраты на рабочем месте, СП.З = 200 р/ч.
![]()
определяю затраты на материал заготовки по формуле:
![]()
где Q – масса заготовки;
S – цена 1 кг заготовки;
q – масса детали;
SОТХ – цена 1 т отходов.
![]()
II – вариант.
Рассчитываю себестоимость заготовки полученной литьем под давлением:

где Ci – базовая стоимость 1 т заготовки;
Q – масса заготовки;
RT, RC, RB, RM, RП – коэффициенты, зависящие от плана точности, группы сложности, массы, марки материала и объёма производства заготовок.
![]()
Вывод: Сравнивая себестоимость заготовок из проката и литья, установили, что себестоимость литья дешевле проката на 0,25 р., поэтому этот метод получения заготовки будет наиболее оптимальным для изготовления данной детали.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды