Выбор и оценка методов обработки женского жакета. Методы обработки накладного кармана
2.3 Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении.
Существенное влияние на качество изделий оказало влажно-тепловая обработка, поэтому следует обоснованно подходить к выбору режимов влажно-тепловой обработки, т.к. нарушение установленных параметров приводит к появлению таких дефектов, как ласы, пятна, опалы, тепловая усадка и др.
Режимы
влажно-тепловой обработки выбираны с учетом волокнистого состава материалов применительно к использованию прессового и утюжильного оборудования. Режимы влажно-тепловой обработки приведены в таблице 2.
Таблица 2- Режимы влажно-тепловой обработки
|
Наименование материалов, входящих в пакет |
Температура прессования, С° |
Усилие прессова-ния, кПа |
Масса утюга, кг |
Время обработки, с |
Увлажнение, % к массе материала | ||
|
пресса |
утюга |
Прессом |
утюгом | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Вельвет |
150 |
190 |
15-100 |
6-8 |
20 |
30 |
30 |
|
Подкладочная |
140 |
140 |
50 |
4-6 |
5 |
20 |
15-20 |
|
Прокладочная |
165 |
170 |
30-100 |
3-5 |
15-30 |
20 |
15-20 |
Клеевой материал для изготовления заданного вида изделия выбран от ассортимента изделия, его назначения, условий эксплуатации, свойств используемых основных материалов, выбранной технологии и вида оборудования для склеивания, а также способов ухода за изделием. Совокупность этих факторов определяет показатели качества образующихся пакетов одежды.
Термопластические клеевые материалы, используемые при изготовлении одежды, применяются в виде прокладочных материалов, клеевой паутинки, клеевых нитей, пленок, порошков, паст. Эти материалы предназначены для придания деталям одежды требуемых физико-механических свойств. В данном курсовом проекте выбран клеевой материал: флизелин.
Параметры образования клеевого соединения представлены в таблице 3.
Таблица 3 - Параметры образования клеевых соединений
|
Клеевой материал |
Клей |
Режимы склеивания | ||
|
Температура прессующей по- верхности , С° |
Время прессова- ния, , сек |
Давление, мПа | ||
|
1 |
2 |
3 |
4 |
5 |
|
Прокладочный материал –флизелин |
ПА6/66 |
150-160 |
20-30 |
0,03-0,05 |
3. Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке
Конструктивное решение модели оказало существенное влияние на технологическую последовательность и эффективность методов обработки и изделия в целом.
Схему сборки изделия разработана с учетом фасонных и конструктивных особенностей выбранной модели. Особенностью процесса изготовления изделий по индивидуальным заказам является наличие примерки, что дало возможность обеспечить точную подгонку изделия по фигуре заказчика. Степень готовности изделия к примерке устанавлина в зависимости от вида изделия и услуг.
Степень готовности изделия к примерке может быть различной в зависимости от фигуры заказчика, вида изделия, свойств материалов, квалификации закройщика, числа примерок и т.д., но во всех случаях степень готовности должна быть рациональной, а время на повторное выполнение отдельных операций после проведения примерок - минимальным. Кроме того, изделие, подготовленное к примерке, должно дать заказчику полное представление о форме, размерах деталей и отделочных элементов. Вторая примерка рекомендована в том случае, когда изделие сложного фасона из материалов с малоизвестными технологическими свойствами или фигура заказчика имеет резкие отклонения от типовой. Повторную примерку проводят: главным образом для уточнения правильности вметывания рукавов в пройму и для уточнения длины изделия.
Схема последовательности сборки и степень готовности изделия к примерке заданного изделия, представлены в виде общей схемы (рис.2).
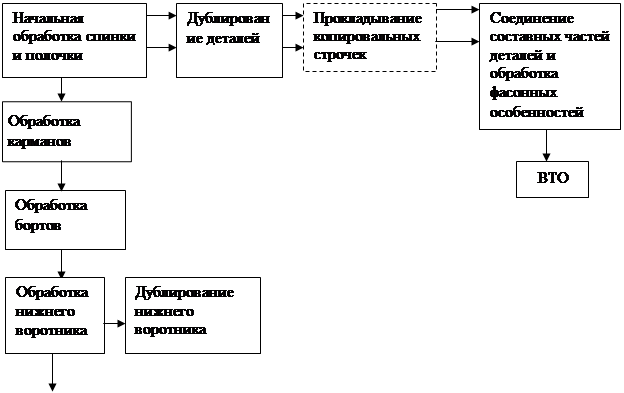

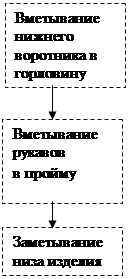
Рисунок 2. Схема сборки женского жакета к примерке
К примерке выполнены операции ВТО, создающие форму определенных деталей и изделия в целом. Все конструктивные линии обработаны окончательно. Рекомендовано также обработать карманы и борта. Рукава вметаны.
4. Разработка графа технологического процесса изготовления выбранной модели изделия
Графический способ представления информации для проектирования технологических процессов характеризует последовательность сборки отдельных узлов и изделия в целом, а также отражает взаимосвязь между ними.
Для построения графа конструктивно - технологических связей необходимо определение и кодирование элементов его структуры
Другие рефераты на тему «Производство и технологии»:
- Проект технологической подготовки производства детали вал-шестерня ИБГУ 721423.001
- Разработка технологического процесса изготовления зубчатого колеса
- Разработка коллекции моделей одежды для подростков
- Пиролиз дихлорэтана в печах
- Затвердевание сплавов. Строение жидкого металла. Термодинамические стимулы и кинетические возможности процесса затвердевания. Влияние переохлаждения и примесей на процесс кристаллизации
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды