Инструмент, приспособления и станки
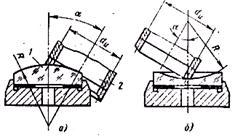
Рис. 8. Обработка сферических, поверхностей кольцевым алмазным инструментом: а — выпуклой, б — вогнутой
Меняя угол α и сохраняя положение кромки кольцевого инструмента по оси детали, можно обрабатывать выпуклые и вогнутые поверхности деталей или блоков с различными радиусами R сферы.
ОБОРУ
ДОВАНИЕ ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ
Обработка свободным притиром
Формообразование поверхности способом свободного притира является процессом попереходной обработки абразивом (от более крупной фракции к мелкой) и окончательной полировки с использованием полиритов, когда инструмент, являющийся притиром контактирует через слои абразивной (полиритной) суспензии поверхностью заготовки во время их относительных перемещений, что приводит в предельном случае к полному наложению притирающихся поверхностей с точностью до долей размера абразива.
Схемы обработки показаны на рис.9.
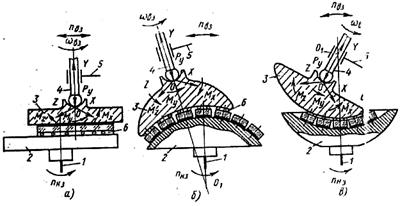
Рис. 9. Схемы обработки исполнительных поверхностей оптических деталей:
а - плоской, б - выпуклой, в - вогнутой
Инструмент, рабочая поверхность которого ограничена плоскостью, выпуклой или погнутой сферой, и наклеенное приспособление с заготовками в зависимости от их расположения во время обработки называют верхним или нижним звеньями. На шпинделе 1 станка закрепляют нижнее звено 2. Верхнее звено 3 устанавливают на нижнее звено 2 и соединяют с механизмом 5 станка, сообщающим ему перемещение через шаровой шарнир 4, обладающий тремя степенями свободы Мх, Му, Мz. Силовое замыкание Рy верхнего и нижнего звеньев через шаровой шарнир производится механизм 5 или вручную.
При перемещении верхнего звена с частотой nВЗ по вращающемуся с частотой nНЗ нижнему звену, когда между притирающимися поверхностями заготовки и инструмента помещена абразивная среда 6, происходит формообразование заготовки поверхностью инструмента-притира. Наличие шарового шарнира позволяет верхнему звену свободно самоустанавливаться по поверхности нижнего звена во время их относительных перемещений и произвольно вращаться со скоростью oВ3 вокруг оси 0Y в направлении вращения нижнего звена под действием сил сцепления, возникающих на поверхности притирающихся звеньев. При обработке выпуклых или вогнутых сферических поверхностей ось 0Y вращения верхнего звена проходит через шаровой шарнир и центр 01 общей сферы притирающихся поверхностей, расположенный на оси вращения нижнего звена. При обработке плоской поверхности ось 0Y вращения верхнего звена параллельна оси вращения нижнего звена.
Отличительной чертой способа свободного притира, позволяющей использовать его для обработки поверхностей с точностью, соизмеримой с долями длины λ волны света (до λ/10 — λ/8 или 0,06—0,07 мкм), от способов обработки на станках с «жесткими осями», у которых точность обработки (до 3—5 мкм) зависит от точности базовых поверхностей станка, является то, что инструмент-притир не связан с ними. В процессе формообразования инструмент самоустанавливается по обрабатываемой поверхности заготовки, которая является его установочной базой.
Классификация станков
Станки для обработки исполнительных поверхностей оптических деталей свободным притиром классифицируют:
1) по назначению: шлифовалыю-полировальные (ШП), шлифовально-полировальные доводочные (ШПД), полировально-доводочные (ПД), полировальные (II) и доводочные (Д);
2) по конфигурации обрабатываемой поверхности: универсальные — для обработки плоских и сферических поверхностей; специализированные — для обработки одного вида поверхностей (плоских или сферических);
3) по типоразмерам: для обработки микрооптики диаметром до 10 мм и оптических деталей или блоков с деталями диаметром до 50 мм, рядовой оптики диаметром 50—500 мм, крупногабаритной оптики диаметром более 500—600 мм;
4) по точности обрабатываемых поверхностей: низкой, средней, повышенной и высокой точности;
5) по количеству шпинделей: одно- и многошпиндельные;
6) по способу подачи абразивной и полпритпой суспензии: вручную подмазкой, автопитапием — центробежным или циркуляционным;
7) по степени механизации — с ручным перемещением верхнего звена или механическим качательным, вращательным или качательным и вращательным.
ЛИТЕРАТУРА
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Зубаков В.Г., Семибратов М.Н Штандель С.К. Технология оптических деталей. Машиностроение, 2005. - 368 с.
3. Справочник конструктора оптико-механических приборов под редакцией Панова В.М., Машиностроение, 2000. - 742с.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды