Инструмент, приспособления и станки
Пример.
Дано: шлифовальник диаметром 120 мм вращается на шпинделе ножного станка при максимальном числе оборотов 500 об/мин. Требуется определить, какая окружная скорость на краю шлифовальника.
Решение:
![]() м/с
м/с
Станки без верхнего звена. Типичный станок, применяемый для шлифовки и полировки небольших сферических и пло
ских блоков (диаметром до 120—150 мм), изображен на рис. 4 Станок не имеет механизированного верхнего звена. Движение верхнего звена — инструмента или блока, закрепленного в державке (в резьбовой, конусной или зажимной ручке), осуществляется рукой работающего.
Станки такого типа бывают ременно-педальные, с мотором или комбинированные. Шпинделю можно сообщать как правое, так и левое вращение. Ременно-педальные станки допускают обработку с остановленным и с вращающимся шпинделем (до 500 об/мин). Станки с мотором имеют трехступенчатые шкивы и обычно допускают скорости 600, 900 и 1500 об/мин и выше.
На заготовительных операциях станки такого типа обеспечивают скорость до 6000 об/мин; на операциях просветления — до 12000 об/мин.
Станки-автоматы. У станков-автоматов движение верхнего и нижнего звеньев механизировано. Станки с возвратно-поступательным движением поводка и свободным вращением верхнего звена наиболее распространены. Передача движения на основные узлы чаще всего бывает фрикционной или ременной.
Механизмы вращения шпинделя и верхнего звена получают движение от электродвигателя (мотора) через контрпривод или редуктор и главный вал станка. Моторы имеют обычно 900, 1450, 2800 об/мин. Станки-автоматы должны иметь в зависимости от назначения значительно меньшее число оборотов, например от 15 до 45; 100 и 200 об/мин и т. д. Редуктор преобразовывает число оборотов мотора в требуемое.
В конструкцию станков типа ШП (шлифовально-полировальных) и ПД (полировально-доводочные) входят следующие основные узлы: станина, главный вал, узлы кривошипа или эксцентрика, узел каретки, узел шпинделя, узел привода.
Станина станков собирается из чугунных стоек различного профиля (швеллера, угла, полосы). Деревянная крышка (стол) покрывается линолеумом. В столе сделаны прорези для тазов; тазы имеют центральное отверстие и горловину для пропускания верхней части рабочего шпинделя.
Станки имеют возможность изменения чисел оборотов рабочего шпинделя и вала верхнего звена (кривошипно-шатунного механизма) раздельно. Раздельное также включение и выключение этих узлов (рис. 5, а, рис.6, а).
У станков другого типа (рис. 5, б, рис. 6, б) движение передается рабочему шпинделю посредством ременной передачи от вала кривошипа. Включение узла рабочего шпинделя и Кривошипно-шатунного механизма одновременное.
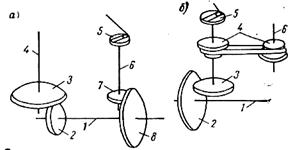
Рис. 5 Схемы передачи движения:
а - схема раздельной передачи (1 - главный вал; 2 и 8 - ведущие диски; 3 и 7 - ведомые диски; 4 - рабочий шпиндель; 5 - шайба кривошипа; 6 - вал кривошипа); б - схема одновременной передачи движения верхнему и нижнему звену: (1 - главный вал; 2 - ведущий диск; 3 - ведомый диск; 4 и 6 - шкивы; 5 - шайба кривошипа)
Станки чаще всего снабжают кнопочным включением (черная кнопка — пуск, красная кнопка — стоп). Для пуска или остановки узла шпинделя или узла кривошипа в современных станках имеются удобные поворотные рукоятки или маховики (рис. 6). Станок должен быть надежно заземлен и снабжен необходимыми ограждениями.
Многие станки модернизированы. Они снабжены пневматической системой и циркуляционным питанием шлифующей или полирующей суспензией. Это дает возможность вести обработку деталей средней точности на скоростных режимах (на станках типа ШП-350 до 400 об/мин; типа ШП-200 — до 500 об/мин; типа ПТ-15 — до 1000 об/мин).
Принцип действия пневматической системы, осуществляющей подъем и опускание каретки и создающей нужное рабочее давление, заключается в следующем. Сжатый воздух под определенным давлением (измеряется манометром) о шлангу поступает в пневматический цилиндр, закрепленный на кронштейне. При помощи рукоятки распределительного устройства устанавливается направление подачи сжатого воздуха и величина его давления. Пневматический цилиндр в зависимости от положения рукоятки срабатывает на подъем или опускание каретки с нужным давлением.
Повышение давления и увеличение скорости вращения шпинделей, а следовательно, и увеличение производительности стало возможным благодаря применению непрерывного циркуляционного питания. Чаще всего суспензия подается специальной помпой по трубкам (металлические и резиновые) в нужную зону обрабатываемой поверхности. Сбрасываемая в поддон суспензия по сборной трубе снова поступает в помпу. Этим осуществляется непрерывное циркуляционное питание.
Станки для предварительной обработки сферических поверхностей заготовок оптических деталей
Классификация станков
Предварительная обработка - это снятие припуска с заготовок оптических деталей, подготовка их рабочих поверхностей для окончательного шлифования и полирования. При обработке вспомогательных поверхностей, не подвергающихся полированию, эта операция может стать окончательной.
В зависимости от характера выполняемой работы станки для предварительной обработки разделяют па три группы:
1) станки для обработки плоских поверхностей;
2) станки для обработки сферических поверхностей;
3) станки для обработки прямолинейного контура деталей типа пластин.
1. Станки для обработки плоских поверхностей оптических деталей алмазным инструментом или свободным абразивом. Снятие припуска с заготовки на этих станках осуществляют двумя методами: со шлифованием по всей поверхности с постепенной подачей S на глубину (рис. 7, б) или фрезерованием сразу всего припуска h с подачей S вдоль обрабатываемой (рис. 7, а)
Алмазный инструмент используют как на шлифовальных, так и на фрезерных станках. Процесс обработки алмазным инструментом высокопроизводителен, на станках можно применять циркуляционную подачу и слив СОЖ в отстойник для удаления шлама стекла.
![]()
![]() Станки для предварительной обработки свободным абразивом представляют собой универсальное оборудование, применяемое для шлифования плоских и сферических поверхностей притирами.
Станки для предварительной обработки свободным абразивом представляют собой универсальное оборудование, применяемое для шлифования плоских и сферических поверхностей притирами.
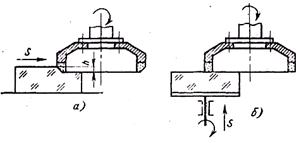
Рис.7 Схема обработки плоских поверхностей:
а — фрезерованием, б — шлифованием
Эти станки широко используют в мелкосерийном производстве, так как они требуют меньше времени на наладку и отработку техпроцесса, чем станки с алмазным инструментом.
Работа со свободным абразивом более трудоемка, рабочий-оператор вынужден тратить много времени на приготовление свежего и удаление отработанного абразива, смешанного со шламом стекол;
2. Станки для обработки сферических поверхностей алмазным кольцевым инструментом. В схеме станков использован принцип образования сферы при одновременном вращении детали 1 и кольцевого инструмента 2, ось которого наклонена к оси сферы на угол α (рис. 8). Радиус сферы R, диаметр инструмента dи и угол α связаны между собой отношением ![]()
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды