Назначение режимов резания
Рассчитаем значение Pz для каждого резца
Pz = 204 × 3 × 0,270,75 × 0,89 = 204 кГ;
13. Расчет мощности резания.
Выполняется для сравнения эффективной мощности резания Nе с мощностью станка Nст. Расчет выполняется по формуле /2/ с.271.
Nе=![]() Nст
Nст
Поскольку Ne = max будет соответствовать переходу
c (Pz · V) = max, то рассчитаем эти произведения для всех резцов.
Pz · V =204 · 17.97 = 3666 кГм/мин. = max;
Таким образом, наибольшая мощность резания будет на первом переходе
Ne = ![]() = 0.6 кВт
= 0.6 кВт
Она значительно меньше Ncт= 11 кВт, поэтому изначально должен быть выбран станок меньших габаритов и мощности. Полученные значения Pz и Ne заносим в табл. 1.1.
2. НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ОПЕРАЦИЙ ОСЕВОЙ ОБРАБОТКИ
Рассмотрим операцию осевой обработки, включающую наиболее распространенные переходы: сверление, зенкерование и развертывание (рис. 2).
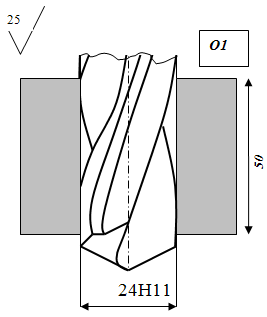
Рис. 2. Переходы осевой обработки
1.Анализ исходных данных.
3.1.1. Заготовка.
Плита, предварительно обработанная из коррозионно-стойкой, жаростойкой и жаропрочной стали 09Х16Н4Б. Термическая обработка: закалка,
sв= 1200 МПа, НВ = 340.
1.2.Деталь.
Согласно рис. 2 в заготовке необходимо получить 1 отверстие Ø 24 Н11 с Ra= 6,3 мкм.
1.3.Выполняемые переходы.
Обработка каждого отверстия включает один переход:
1) сверление отверстия Ø 24 Н11 с Ra = 25;
1.4.Приспособление.
Заготовка устанавливается по 3-м обработанным поверхностям в приспособление с пневматическим поджимом сверху. Обработка отверстий выполняется без кондуктора с использованием быстросменного патрона.
2.Оборудование.
В качестве оборудования согласно табл. 11 /2/ с. 20 выбран вертикально- сверлильный одношпиндельный станок мод. 2Н135, имеющий следующие параметры:
1) наибольший диаметр сверления Ø 35мм;
2) число частот вращения шпинделя zn = 12;
3) пределы частот n = 31-1400 1/мин.;
4) число подач zs = 9;
5) пределы подач S = 0,1-1,6 мм/об.;
6) мощность привода главного движения Nст = 4 кВт.
3. Выбор числа ходов z при сверлении отверстия.
Согласно табл.62 /1/ с.265 отверстие Ø 24 в сплошном материале VIII гр. просверливается за один ход, т.е. z = 1.
4. Выбор длины участков L сверления между выводами сверл.
Согласно табл.63 /1/ с.265 в сплошном материале Х гр. сверлом Ø 24 можно сверлить отверстие на длину
L £ 3 × D £ 3 × 24 £ 72 мм > 50 мм
без его вывода для удаления стружки. Поскольку заданная длина сверления (рис.3.1) 50 < 72, то обработка выполняется без вывода сверла.
5. Выбор инструментального материала.
Согласно табл. 5 /1/ с.42 для обработки материалов VIII гр. сверлением, быстрорежущая сталь Р9К5.
6. Выбор конструкции и геометрии осевого инструмента.
Согласно с 103 /1/ выбираем стандартную конструкцию и геометрию осевых инструментов.
7. Выбор СОЖ.
Согласно табл.24 /1/ с.233 для осевой обработки материалов VIII гр. рекомендуется 5-10% раствор Аквол-10М.
8. Назначение глубины резания t.
Согласно операционным размерам и параметрам заготовки (рис.2.) определяем глубину резания для каждого осевого инструмента и результаты заносим в сводную табл. 2.1.
Таблица 2.1. Основные параметры операции осевой обработки
|
Инструмент |
Параметры | ||||||||||||||
|
D |
Zu |
L |
JT |
Ra |
t |
S |
hз |
T |
n |
V |
τ0 |
Ρ0 |
Μк |
Νе | |
|
мм |
- |
мм |
- |
мкм |
мм |
мм/об |
мм |
мин |
1/мин |
м/мин |
мин |
кГ |
кГм |
кВт | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
cверло |
24 |
2 |
50 |
11 |
25 |
12 |
0,2 |
0,5 |
20 |
123 |
9,27 |
2,2 |
1559 |
10.7 |
1.3 |
9. Назначение подач S.
Сверление Ø 24 Н11.
Согласно с.266 /1/ условия сверления (рис.3.1) определяют 2-ю группу подач. Поэтому для 2-й группы подач по табл.64 /1/ с.267 выбираем табличную подачу
ST = 0,33 мм/об.
Поправочные коэффициенты Ki, (i = 1-5) для корректировки ST выбираем из табл.65 /1/ с.267 и записываем в табл.2.2.
Таблица 2.2. Поправочные коэффициенты Ki и Ksj на подачи
|
Усл. обработки |
Длина отверст. |
Жесткость |
Материал ин-та |
Видотверстия |
Материал заготовки |
Ksj |
|
Ин. \ Кi |
KI |
K2 |
K3 |
K4 |
K5 |
Ks |
|
Сверло |
I |
I |
I |
I |
0,75 |
0,75 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды