Государственная система стандартизации. Допуски и посадки шпоночных соединений и резьбы
Числовые значения допусков расположения определяют по формулам:
Т = 0,6 Т шп
Т = 4,0 Т шп,
где Т шп – допуск ширины шпоночного паза b.
Расчетные значения округляют до стандартных по ГОСТ 24643-81.
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения (Ra 3,2 мкм или 6,3 мкм).
Условное обозначение призматическ
их шпонок состоит из:
- слова "Шпонка";
- обозначения исполнения (исполнение 1 не указывают);
- размеров сечения b x h и длины шпонки l;
- обозначения стандарта.
Пример условного обозначения призматической шпонки исполнения 2 с размерами b = 4 мм, h= 4 мм, l = 12 мм
Шпонка 2 - 4 х 4 х 12 ГОСТ 23360-78.
Призматические направляющие шпонки закрепляются в пазах вала винтами. Для отжима шпонки при демонтаже служит резьбовое отверстие. Пример условного обозначения призматической направляющей шпонка исполнения 3 с размерами b = 12 мм, h = 8 мм, l = 100 мм Шпонка 3 - 12 х 8 х 100 ГОСТ 8790-79.
Сегментные шпонки применяют, как правило, для передачи небольших крутящих моментов. Размеры сегментных шпонок и шпоночных пазов (ГОСТ 24071-80) выбираются в зависимости от диаметра вала.
Зависимость полей допусков ширины паза сегментного шпоночного соединения от характера шпоночного соединения:
|
Характер шпоночного соединения |
Поле допуска ширины паза | |
|
на валу |
во втулке | |
|
Нормальное |
N9 |
Js9 |
|
Плотное |
Р9 |
Р9 |
Для термообработанных деталей допускаются предельные отклонения ширины паза вала по Н11, ширины паза втулки - D10.
Стандарт устанавливает следующие поля допусков размеров шпонок:
- ширины b – h9;
- высоты h (h1) - h11;
- диаметра D - h12.
Условное обозначение сегментных шпонок состоит из слова "Шпонка"; обозначения исполнения (исполнение 1 не указывают); размеров сечения b x h (h1); обозначения стандарта.
Клиновые шпонки применяют в неподвижных соединениях, когда требования к соосности соединяемых деталей невысоки. Размеры клиновых шпонок и шпоночных пазов нормированы ГОСТ 24068-80. Длину паза на валу для клиновой шпонки исполнения 1 выполняют равной 2l, для остальных исполнений длина паза равна длине l закладной шпонки.
Предельные отклонения размеров b, h, l для клиновых шпонок такие же, как и для призматических (ГОСТ 23360-78). По ширине шпонки b стандарт устанавливает соединения по ширине паза вала и втулки с использованием полей допуска D10. Длина паза вала L – по Н15. Предельные отклонения глубин t1 и t2 соответствуют отклонениям для призматических шпонок. Предельные отклонения угла наклона верхней грани шпонки и паза ± АТ10/2 по ГОСТ 8908-81. Пример условного обозначения клиновой шпонки исполнения 2 с размерами b = 8 мм, h = 7 мм, l = 25 мм: Шпонка 2 - 8 х 7 х 25 ГОСТ 24068-80.
Контроль элементов шпоночного соединения универсальными средствами измерений из-за малости их поперечных размеров существенно затруднен. Поэтому для их контроля широко используются калибры.
В соответствии с принципом Тейлора проходной калибр для контроля отверстия со шпоночным пазом представляет собой вал со шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Такой калибр осуществляет комплексный контроль всех размеров, формы и расположения поверхностей. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр для контроля центрирующего отверстия (гладкая непроходная пробка полного или неполного профиля) и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
Проходной калибр для контроля вала со шпоночным пазом представляет собой призму («наездник») с выступом-шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр-скобу для контроля размеров центрирующей поверхности вала и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
4. Допуски резьбы
Соединение винта и гайки в зависимости от точности их резьб. Все резьбы, принятые в машиностроении, за исключением трубных, имеют зазоры по вершинам и впадинам, и при правильном исполнении резьбового соединения винт и гайка соприкасаются только боковыми сторонами (рис. 167, а) Для полного соприкосновения боковых сторон профиля всех витков резьбы, участвующих в данном соединении, главное значение имеет точное выполнение (в некоторых пределах) размеров среднего диаметра резьбы винта и гайки, шага этой резьбы и угла ее профиля. Точность наружного и внутреннего диаметров винта и гайки имеет меньшее значение, поскольку соприкосновения поверхностей резьбы по этим диаметрам не происходит.
При слишком большом зазоре по среднему диаметру соприкосновение витков резьбы происходит лишь по одной стороне (рис. 167, б). При слишком малом зазоре по среднему диаметру для свинчивания резьбовых деталей, у одной из которых шаг резьбы неправилен, необходимо, чтобы витки одной из деталей врезались в витки другой. Например, если шаг винта получился больше должного или, как говорят, «растянутым», то для соединения такого винта с гайкой с правильной резьбой витки гайки должны врезаться в витки винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость данных деталей может быть достигнута лишь уменьшением среднего диаметра винта (рис. 167, г) или увеличением среднего диаметра резьбовых деталей, у одной из которых шаг резьбы неправилен, необходимо, чтобы витки одной из деталей врезались в витки другой. Например, если шаг винта получился больше должного или, как говорят, «растянутым», то для соединения такого винта с гайкой с правильной резьбой витки гайки должны врезаться в витки винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость данных деталей может быть достигнута лишь уменьшением среднего диаметра винта (рис. 167, г) или увеличением среднего диаметра гайки. При этом может случиться так, что только один крайний виток гайки будет касаться соответствующего витка винта и, не по всей боковой поверхности его.
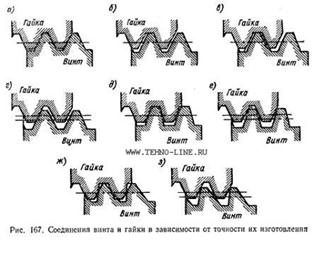
Таким же способом можно обеспечить свинчиваемость резьбы деталей, если угол профиля одной из них или положение этого профиля неправильно. Например, если угол профиля винта меньше должного, что исключает возможность свинчиваемости винта с правильной гайкой (рис. 167, д), то при уменьшении среднего диаметра этого винта данные детали могут быть свинчены (рис. 167, е). В этом случае соприкосновение резьбы винта и гайки происходит только по верхним участкам боковой стороны профиля резьбы винта и по нижним участкам профиля резьбы гайки.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды